
According to Tommelein et al.1, workflow can be characterized in several different ways. In manufacturing, it is defined by stationary machines with partially completed products being transported from one to the next. In construction, the products being built tend to be stationary, whereas crews of various trades move from location to location and complete work that is prerequisite to starting work by the following crew.
Lean games developed to teach the Lean principles of Pull & Flow have traditionally been focused on Lean manufacturing, where the semi-assembled parts move from one workstation to the next. In a Value Stream you can identify three kinds of flow: materials, information, and people. In construction, the different trades move from one site to the next, so we created an educational tool around this idea for people from construction industry to understand these principles.
The Flow Building® Lean game is an educational tool to teach the Lean principles of Pull & Flow, developed by the Think In Lean® Team (Juan Felipe Pons Achell & CEL-RAS Architecture Inc.), designed under the specific approach of the architecture, engineering and construction industry.
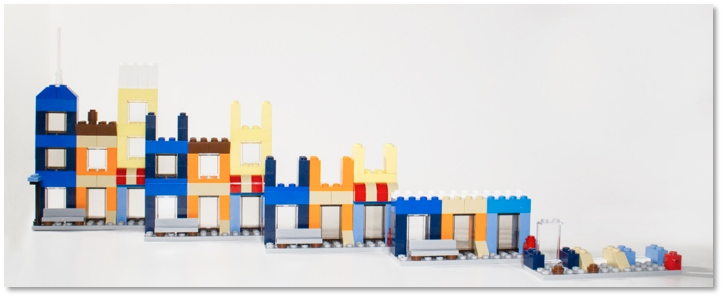
By means of playing this Lean game, attendees have the opportunity to experience by themselves the differences between a traditional production system and a Lean production system, through simulating the construction of a series of building apartments made of the famous and inspiring LEGO® bricks.
THE GAME
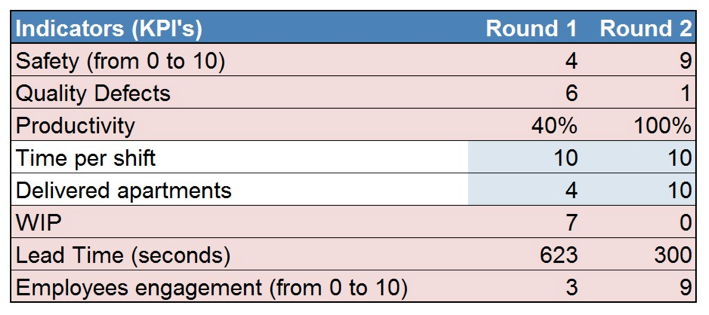
Round 1
The objective in Round 1 is to highlight typical problems of a traditional Push Production System based on large batches, forecast demand, and move or push materials and information to the next downstream process, regardless of the next process current pace of work or actual customer demand. Other topics to highlight in this first round is the negative impact of lack of communication, poor quality, 7+1 wastes and low productivity. Operators should not concentrate on quality, but simply focus their attention on their job: “The faster I produce the better for the company and the more I will be paid”; “The Company does not pay me to think”; “Do not stop to check quality, we will re-work if necessary.” These are typical sentences one can hear under a Mass Production System.

Round 2
We will implement the following Lean principles, concepts and tools:
Pull production system
Pull is a method of production control in which downstream activities signal their needs to upstream activities. Pull production strives to eliminate overproduction and is one of the major components of a Just-in-Time production system. The tool we will use to get a Pull System is Kanban, both in production control and delivery of materials. A Kanban system will allow us to reduce wastes as work in process, unnecessary inventory, transport or bad quality. Pull System by itself is not enough to achieve Continuous Flow. So, the next step will be to balance the production.

Continuous Flow
Continuous flow refers to production according to one-piece flow, without interruptions and without waste between steps. The tool we will use this time to achieve Continuous Flow is Operator Balance Chart (OBC) or Yamazumi Board.
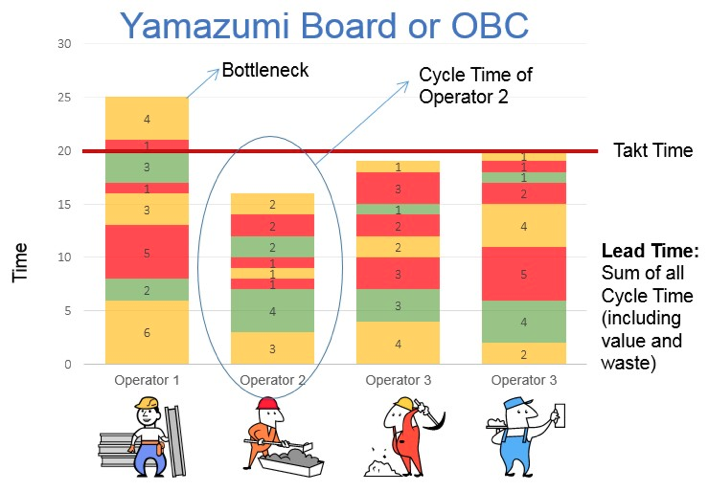
OBC is a graphical tool that assists the creation of continuous flow in a multi-step, multi-operator process by distributing operator work elements in relation to takt time. An OBC uses vertical bars to represent the total amount of work each operator must do compared to the Takt time. The vertical bar for each operator is built by stacking small bars representing individual work elements, with the height of each element proportional to the amount of time required. Creating an OBC helps with the critical task of redistributing work elements among operators.
In this game each bar represents a different task made by a subcontractor, and all five bars represent a traditional construction parade of trades.
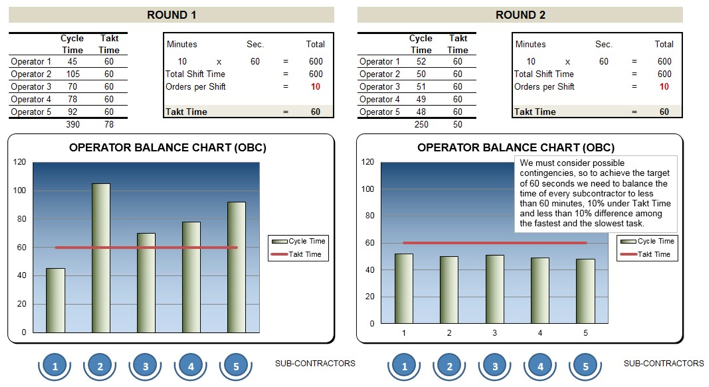
In order to draw the OBC and balance the production, we need to know the Cycle Time of each subcontractor. Once the OBC is drawn, it is easy to find the bottleneck, and then plan actions to balance the production. Takt Time helps to get Variation 0: the client wants the right product/service, at the required quantity, in the right place, at the right time.
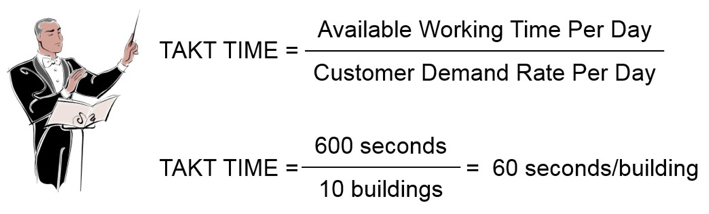
In this game the client wants 10 buildings per day and we have shifts of ten minutes. Takt time synchronizes the pace of production to match the pace of sales. It is defined as the available production time divided by customer demand. In this case:
Another set of Lean tools we will use to reduce waste and get continuous Flow are 5S, Standardization, and Poka-Yokes. Finally, implementing Visual Management and following a set of KPIs is necessary to start Deming PDCA cycles of Continuous improvement, and consequently design corrective actions.

In this post we have seen an educational tool used to teach Pull production system and Continuous Flow in Construction. The next step needed to implement a definitive Pull system in construction is Collaborative Planning and Pull Planning. This will be the focus of my next post: Teaching Lean Construction II.
References
1. Tommelein, I., Riley, D. and Howell, G. (1998). “Parade Game: Impact of work flow variability on succeeding trade performance”. Proceedings IGLC ’98, Guaruja, Brazil.
2. Goldratt, E. and Cox, J. (1992). The Goal: A process of Ongoing Improvement. North River Press.
3. Lean Enterprise Institute (2003). Lean Lexicon.
4. Rother, M. & Shook, J. 2003. Learning to see: value stream mapping to create value and eliminate muda. Lean Enterprise Institute, 2003.
5. Womack, James P. & Jones, Daniel T. (1996). Lean Thinking: Banish Waste and Create Wealth in Your Corporation.


{kind=link}