
Maintenance is defined as a combination of technical, administrative, and management activities throughout the product lifecycle [1]. This is done to ensure that the product keeps functioning smoothly and achieves its full lifecycle. Corrective maintenance happens after a breakdown or failure while preventive maintenance (also known as regular maintenance) is designed to be proactive.
In simplistic terms, Lean Maintenance is doing the maintenance in the most effective and efficient manner which creates the greatest value for the end asset user.
Lean Maintenance is a powerful tool to help identify and eliminate waste related issues. Lean identifies eight common waste categories that occur in business processes. These are: Overproduction, Defects, Over-processing, Waiting, Motion, Transportation, Inventory, and Underutilized Human Talent.
There are multiple Lean tools that may be applied to Lean Maintenance, for instance 5S, Kaizen, Poka-Yoke, Kanban, VSM etc. Among the mentioned Lean tools, Kanban shows great promise to efficiently improve maintenance. Considering maintenance business process and its activities, there is a binding link of every activity in the form of work order. Work order represents individual service that is initiated with issuance of a physical (or digital) work order in a numerical sequence using a work order system. Kanban applied to a work order system results in the improvement of the backbone of maintenance process.
Kanban – improving the workflow
Kanban is a visual method for controlling production as a part of JIT (Just in Time) and Lean manufacturing. Kanban introduces the pull method which ensures that it controls what is produced, in what quantity, and when to produce it. This ensures that the production is per the client’s desire and not more. Kanban is based on a series of rules that including [2]:- The successor collects product from the predecessor
- The later process informs the earlier process what to produce
- The earlier process only produces what the later process needs
- No products are moved or produced without Kaban authority
- No defects are passed to the later process
One of preconditions to setting up a Kanban system is to level the process, which means to limit inventory of each activity within it. Considering this, Kanban is difficult to implement in a work order system because of large variability of demand in facility management maintenance. The failures are unpredictable, as are their complexities which disturbs the flow of a Kanban system. In order to visualise this issue, a simple flow of corrective maintenance process in facility management is shown below. Every operation is colored depending on its value contribution. It is important to notice is that it has multiple pathways as well as unpredictable durations of some operations.
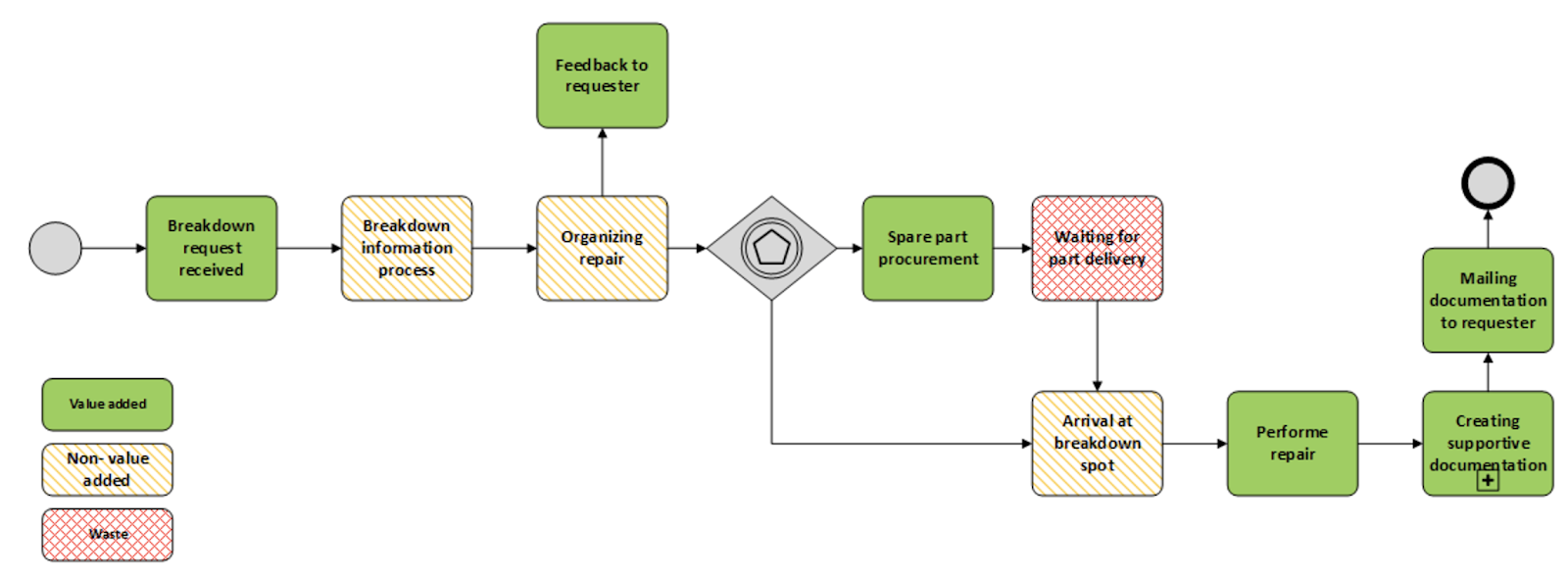
Figure 1: Simple corrective maintenance process
Unpredictable pathways and durations makes Kanban difficult to implement in its basic form, putting a limit to inventory of individual activity. As a work around, a modified form of Kanban system was introduced known as Constant Work In Progress - CONWIP [3].
CONWIP as a variability damper
CONWIP (constant work in progress) introduces several modifications to the Kanban system so that high variability of the process is buffered. In CONWIP, the inventory is pulled into the production system depending on the demand and accordingly the inventory levels are capped. That way, the amount of WIP required to be maintained is controlled, instead of limiting inventory of every stage in the process, suggested by Kanban. However, CONWIP has its own set of limitations as it does not prevent additional execution of the same operation on different work order and the continuation of the maintenance process. With the application of CONWIP logic, a Kanban system may be applied to facility management work order flow.
Kanban board and CONWIP rules in action
A Kanban board is a work and workflow visualization tool that aims to optimize the workflow. It is a highly visual system that allows teams to communicate more easily on what work needs to be done and when. Moreover, a Kanban board standardizes cues and refines processes. This helps in eliminating waste and gives maximum value through the process. Considering a basic corrective maintenance process where a Kanban board is depicted as follows.
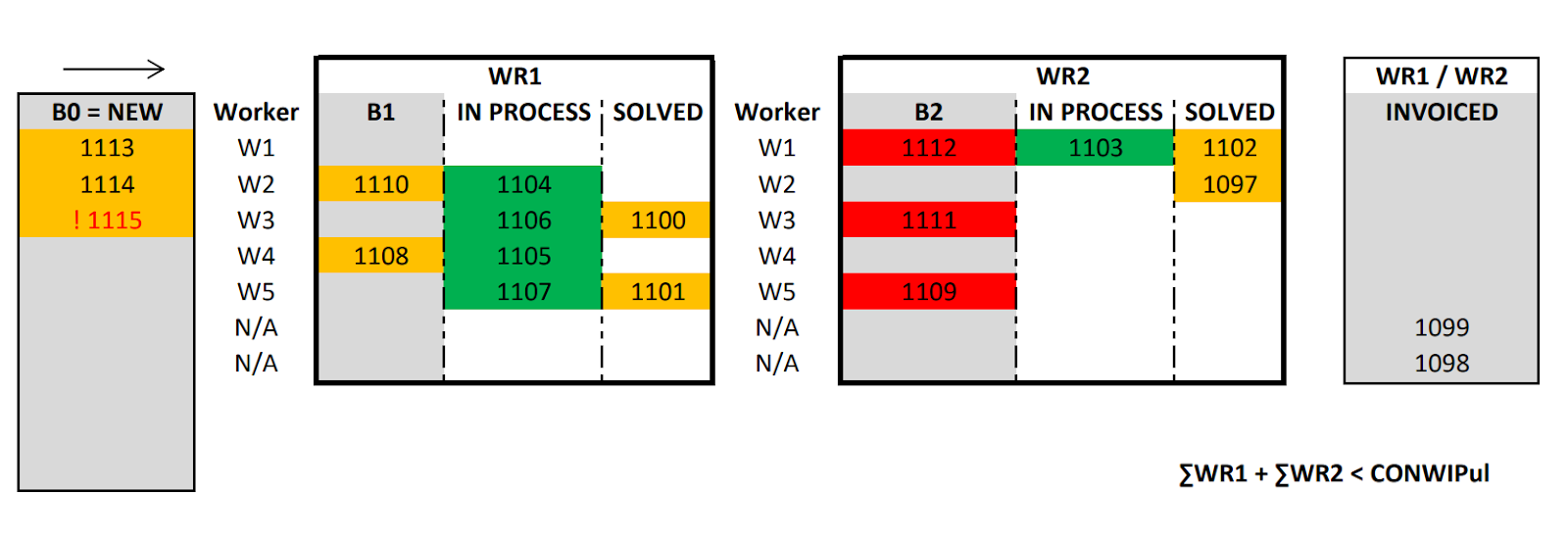
Figure 2: Kanban board for corrective maintenance process example
To make the pull system effective, the following Kanban board rules are introduced:
1. Work order from B0 is distributed based on type to WRn
2. Work orders are distributed to workers in the order of urgency and time of arrival
3. Workers may not have more than one work order in B1
4. Workers may not have more than one work order “in process”
5. Sum of WR1 and WR2 has to be less than CONWIP upper limit
Kanban Board and its rules form a concept that enables better management and control of the workflow. Work orders are used as Kanban signals which are physically displaced based on current status change to another list (column). To enable the described displacement of signals, a Kanban board should be positioned in the central maintenance room, allowing workers to use it at this single place. This would result in time delay of signal displacement, as actual work is done outside of board location, which could slow down the process and cause inaccuracy in process control, eventually putting it out of use. Using a digital solution can bypass this problem and enable real time status updates.
Work order system digitalisation following Kanban concept
Considering all the rules, the former corrective maintenance process is reengineered using Kanban and CONWIP principles. The new system introduces backlogs where needed to level the process and offsets the effect of variability.
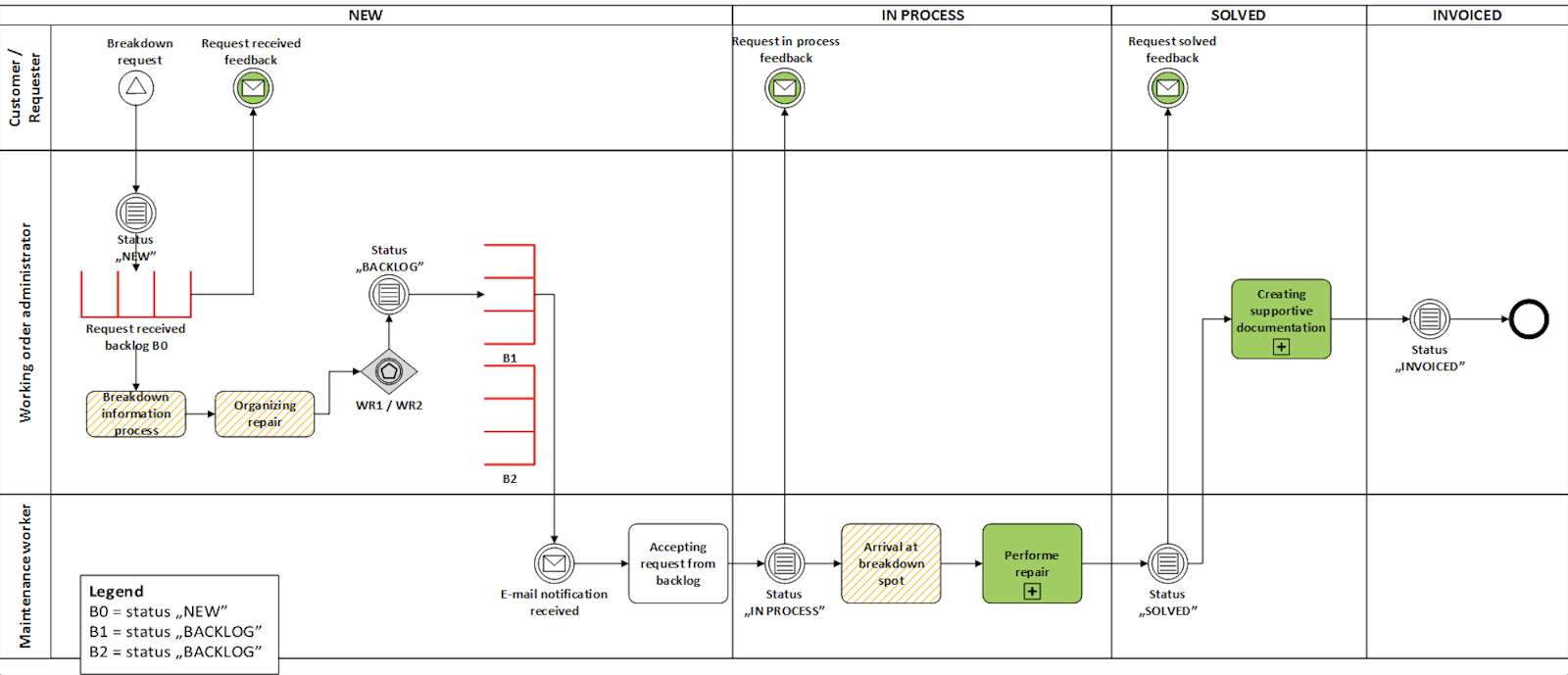
Figure 3: Simple corrective maintenance process reengineering to apply Kanban board in digital solution
Using a digital solution can enable real time status updates and bypass the administration of a centralised Kanban board. The digital Kanban board integrated in a professional maintenance software, CAFM (computer aided facility management) or CMMS (computer maintenance management system) has important advantages:
- Updates of work orders are done in real time, which speeds up the process
- Kanban system is implemented within standard operational software, which makes it a part of standard operating procedure
- Work order system efficiency can be analysed retroactively with large sets of historical data
- Kanban system can be optimized using large sets of historical data
A sample process of corrective maintenance using Kanban system within digital solution, as shown on figure above, is visually similar to the one from a Kanban board. The major difference is the signal type and its displacement process. Kanban signals in CAFM software are digital work orders assigned to individual worker that can ‘displace’ each signal on Kanban board by changing its status. Backlogs and each phase of the process have its status. During the process flow, each worker can change it respecting the Kanban board rules stated above.
Lean Maintenance is recognized as an important source of improvement to the facility management industry which is high competitive. Kaban can be used as a Lean tool to optimize work order system, although it is challenging to offset variability and reach process standardization. To address this drawback, the CONWIP was introduced as a modified version of Kanban. When a Kanban system is implemented in facility management or maintenance software, corrective maintenance is close to standardization, real time supervised and with potential to achieve greatest productivity of facility management.
References
[1] Alsyouf, I., 2007. The role of maintenance in improving companies’ productivity and profitability. International Journal of Production Economics, pp. 70-78.[2] Ohno, T., 1988. Toyota Production System: Beyond Largescale. Cambridge, MA: Productivity Press.
[3] M.L. Spearman, D. W. W. H., 1990. CONWIP:A pull alternative to Kanban. International Journal of, pp. 879-894.


{kind=link}