La méthodologie des 5S est apparue chez Toyota dans les années 60, dans un environnement industriel, afin d'obtenir des lieux de travail mieux organisés, mieux rangés et plus propres, d'augmenter la productivité et d'obtenir un meilleur environnement de travail. La méthodologie 5S s'est largement répandue et de nombreuses entreprises et organisations la mettent en œuvre dans le monde entier. Bien qu'elle soit conceptuellement simple et qu'elle ne nécessite pas de formation complexe ni d'experts possédant des connaissances approfondies, il est essentiel de la mettre en œuvre de manière rigoureuse et disciplinée.
La méthodologie des 5S n'a peut-être pas été suffisamment valorisée par rapport à d'autres outils du Lean Construction. Pourtant, elle contribue à la réduction et à l'élimination des 8 gaspillages (surproduction, stocks, transport, mouvement, attente, défauts, surqualité et créativité non utilisée) ; elle augmente l'implication des personnes, le travail d'équipe, le moral, la santé et la sécurité ; elle réduit les coûts, la variabilité et l'incertitude ; et elle aide à poser les bases du Lean Construction dans toute entreprise ou tout projet.
1. SEIRI (Débarrasser)
Seiri consiste à organiser et à éliminer les éléments inutiles. Seiri est lié au pilier Toyota du "Juste-à-temps" (JIT) - "juste ce qu'il faut, dans la quantité qu'il faut, seulement quand il le faut". La stratégie des étiquettes rouges consiste à identifier les articles potentiellement inutiles sur le lieu de travail, à évaluer leur utilité et à les traiter de manière appropriée. Nous devons poser (au sens figuré) les trois questions suivantes à tout élément présent sur le lieu de travail :
- Cet élément est-il nécessaire ?
- Si nécessaire, avez-vous besoin de cette quantité ?
- S'il est nécessaire, doit-il se trouver ici ?
- En les conservant dans une zone spécifique pendant un certain temps pour voir s'ils sont nécessaires.
- En les jetant ou en s'en débarrassant.
- En les changeant de place.
- En les laissant au même endroit.
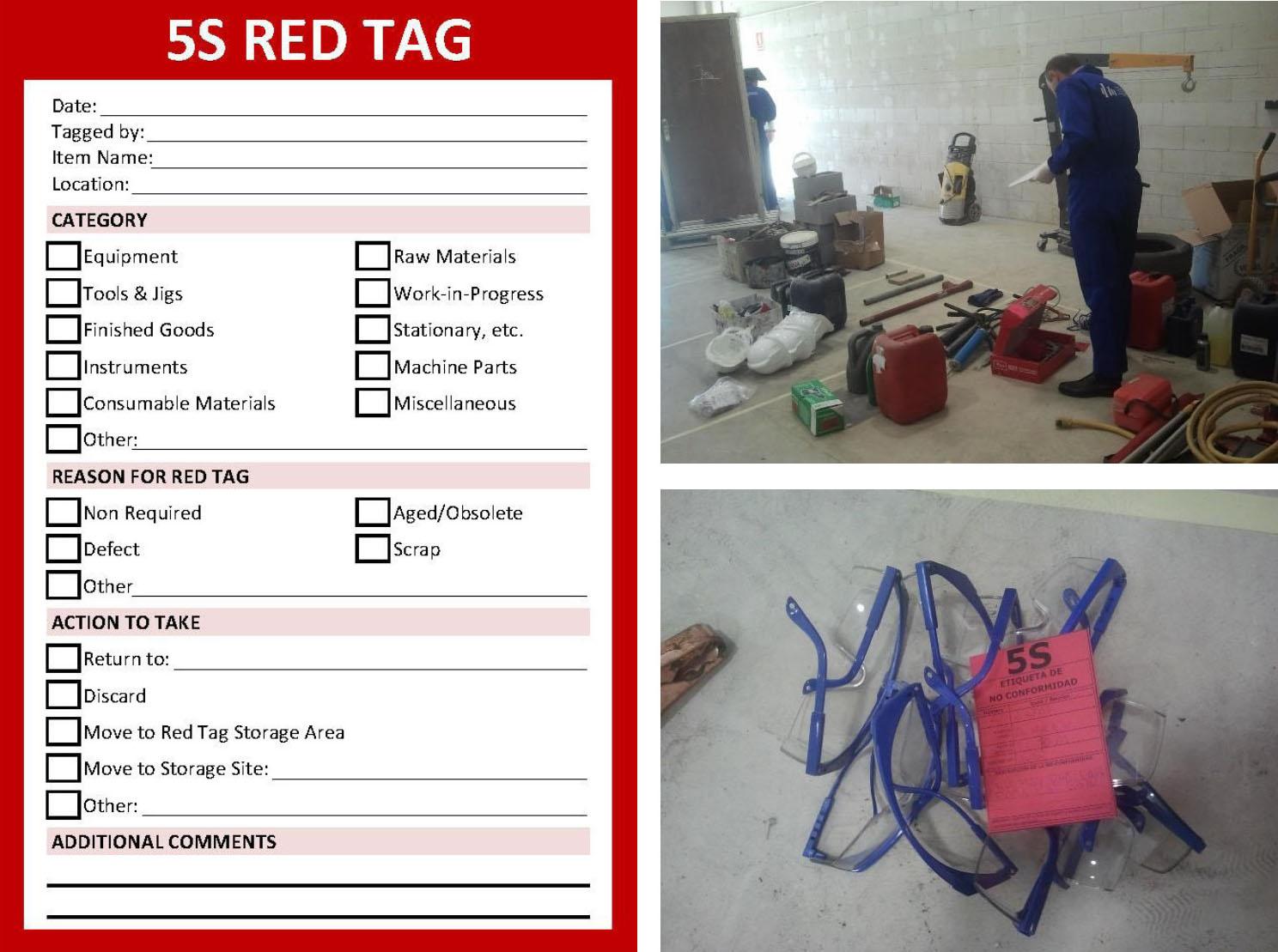
Figure 1: Tag rouge pour le 5S
2. SEITON (Ranger)
Seiton signifie mettre de l'ordre dans les éléments nécessaires afin qu'ils soient faciles à trouver et à utiliser par tout le monde. Le concept de Seiton pourrait se résumer en une phrase : une place pour chaque chose et chaque chose à sa place. Lors de la mise en œuvre du Seiton, veillez à suivre les trois étapes suivantes :
- Étape 1. Déterminer les emplacements appropriés.
- Étape 2. Identifier les emplacements.
- Étape 3. Identifier tous les articles et leur quantité nécessaire.

Figure 2: Mettre de l'ordre
3. SEISO (Nettoyer)
Seiso signifie maintenir l'espace de travail propre et en bon état pour la santé et la sécurité. Nous pouvons mettre en œuvre le troisième S en 5 étapes :
- Étape 1 : Déterminer ce que nous allons nettoyer.
- Étape 2 : Diviser le lieu de travail en "zones de nettoyage", puis désigner des responsables pour ces zones spécifiques.
- Étape 3 : Déterminer les méthodes de nettoyage : quoi, où, qui, quand et comment.
- Étape 4 : Mettre de l'ordre dans les outils de nettoyage, les ranger dans des endroits où ils sont faciles à trouver, à utiliser et à remettre en place.
- Étape 5 : La dernière étape consiste à incorporer une inspection systémique du nettoyage.

Figure 3: Nettoyer
4. SEIKETSU ("Standardiser")
Seiketsu ne désigne pas une activité, mais plutôt un état ou une condition. Le seiketsu consiste à mettre en place un ensemble solide de procédures pour maintenir les 3S. En fait, il s'agit de l'état qui existe lorsque les 3 premiers S (Seiri, Seiton et Seiso) sont correctement maintenus. Lors du déploiement du Seiketsu, veillez à suivre les trois étapes suivantes :
- Déterminez qui est la personne chargée de maintenir les conditions nécessaires à la préservation des 3 premiers S.
- Évitez les problèmes en intégrant l'entretien quotidien.
- Vérifier le niveau de maintenance.
Le Seiketsu est également lié au concept des 5S visuels : chacun doit pouvoir distinguer les conditions normales et anormales d'un seul coup d'œil.
Lorsque le même problème se répète, il est temps de passer au niveau suivant : la prévention et l'analyse des causes racines :
- Pourquoi accumulons-nous des éléments inutiles ? (Organisation préventive)
- Pourquoi les outils et les articles ne sont-ils pas remis au bon endroit ? (Ordre préventif)
- Pourquoi les sols se salissent-ils sans cesse ? (Nettoyage préventif)

Figure 4: Standardiser
5. SHITSUKE (Maintenir-Améliorer)
Shitsuke ("maintenir" et "discipliner") signifie faire du maintien des procédures correctes une habitude. Vous pouvez utiliser des slogans 5S, des affiches, des panneaux visuels, des bulletins d'information et visiter d'autres départements ou entreprises (benchmarking).
Quelques conseils pour pérenniser les 5S :
- Former les employés.
- Constituez une équipe pour l'implémentation
- Attribuer du temps et élaborer un programme pour le déploiement
- Fournir des ressources pour le déploiement
- Reconnaître et soutenir l'implémentation par les cadres et les directeurs.
- Stimuler la créativité de tous les travailleurs, écouter leurs idées et allouer des ressources pour développer ces idées.
- Créer des récompenses tangibles et intangibles pour les efforts déployés.

Figure 5: Maintenir - Améliorer
5 choses à savoir pour une implémentation réussie :
- Lorsque vous entamez la démarche 5S dans votre entreprise ou organisation, choisissez une équipe fiable, engagée et motivée, et sélectionnez un secteur de travail facile afin de garantir le succès de l'opération. Cela facilitera la tâche pour les zones plus difficiles.
- Mesurez, vérifiez et agissez. Puis mesurez, vérifiez et agissez encore et encore.
- Un atelier de formation 5S de deux jours est un bon moyen de commencer l'implémentation. Certains cadres ou directeurs devraient participer à l'atelier afin que les opérateurs constatent que l'entreprise est réellement engagée.
- Le test des 30 secondes est un moyen facile de s'assurer que vous avez fait du bon travail : vous devez trouver n'importe quel objet, outil, information, document ou personne en moins de 30 secondes.
- Encouragez les gens à être créatifs : la plupart des exemples cités dans ce post avaient un coût de zéro dollar alors qu'ils généraient des milliers de dollars de bénéfices.
References
1. Greif, M. (1989), The Visual Factory: building participation through shared information. Productivity Press, Portland, OR, USA.
2. Hirano, H. (1988), Just in Time Factory Revolution: A pictorial guide to factory design of the future. Productivity Press, Portland, OR, USA.
3. Hirano, H. (1995), 5 Pillars of the Visual Workplace: The sourcebook for 5S implementation. Productivity Press, New York, USA.
4. Hirano, H. (1996), 5S for Operators: 5 Pillars of the Visual Workplace. Taylor & Francis.
5. Suzaki, K. (1993), The New Shop Floor Management: empowering people for continuous improvement. The Free Press, New York, USA.


Juan Felipe Pons travaille comme ingénieur en bâtiment depuis 1998. Il est titulaire d'un MSc en gestion de la construction et d'un PgCert en production allégée (Université polytechnique de Valence). Actuellement, JFP travaille en tant que formateur et consultant en construction Lean pour plusieurs entreprises et organisations. Il a écrit deux livres et a été invité en tant qu'orateur dans plusieurs MSc de gestion de projet, programmes MBA et conférences internationales.

Consultant Lean et en gestion de projet, actif auprès de maîtres d’œuvres et entrepreneurs généraux, il sensibilise essentiellement ses clients au Lean Construction et à ses méthodes clés que sont le Last Planner System ® et le Takt Planning. Il a aujourd’hui implémenté ces méthodologies sur une dizaine de projets, en Europe et à l’International. Moncef participe activement à la propagation du Lean en Europe francophone et principalement en Belgique.