Par:
Algan Tezel
Par:
Algan Tezel Traducteur: Moncef Berraj
Traducteur: Moncef Berraj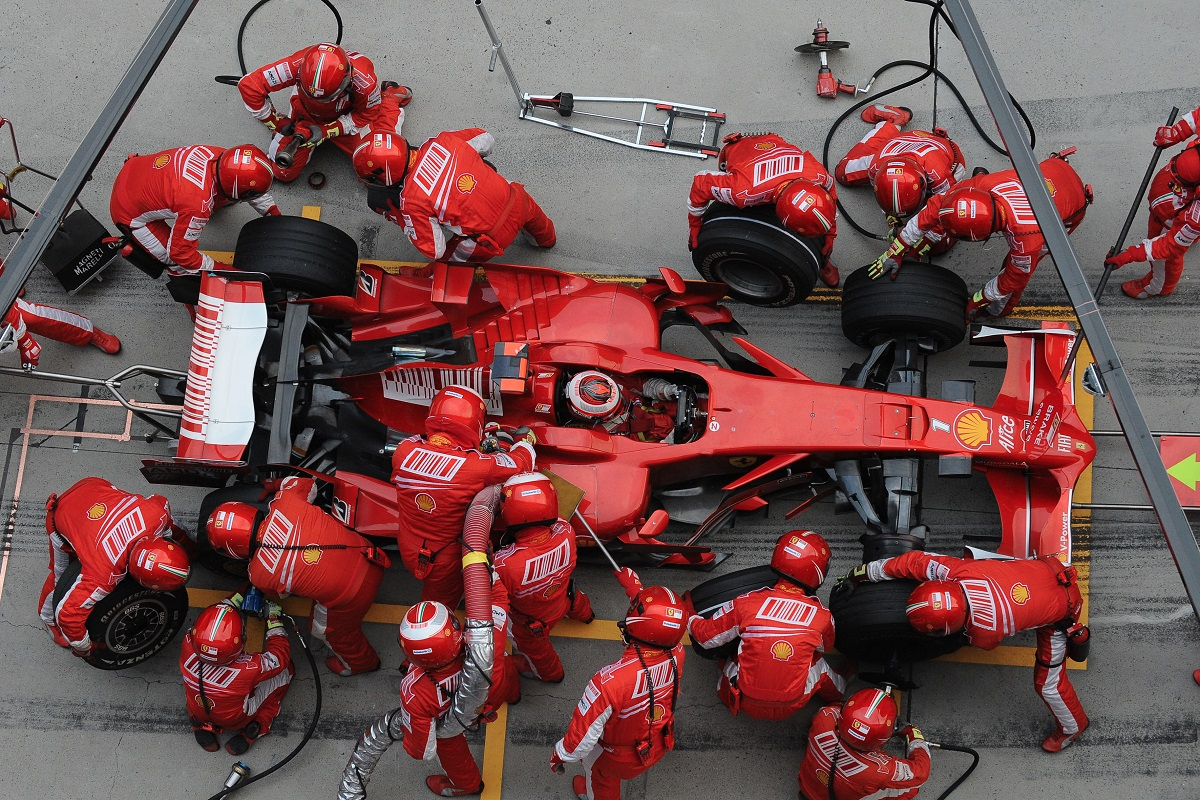
SMED, abréviation de Single-Minute Exchange of Dies, désigne une méthode du système de production Lean utilisée pour des configurations de production rapides, simplifiées et efficaces, ainsi que pour le changement d'un produit ou processus à un autre, qui constituent souvent les principales causes de temps d'arrêt de la production (temps non productif / arrêts). C'est l'un des blocs fondamentaux d'un flux de production continu et amélioré. L'expression "single minute" ne signifie pas que tous les changements et configurations doivent prendre une minute, mais qu'ils doivent prendre moins de 10 minutes (en d'autres termes, "minutes à un chiffre"). Les "dies" se réfèrent à des outils spécialisés utilisés dans les industries manufacturières pour couper ou façonner des matériaux principalement à l'aide d'une presse, qui doivent être modifiés et réinstallés lorsqu'un modèle de production est changé. Changer les dies pourrait arrêter les processus pendant une longue période.
Les courses de voitures sont souvent utilisées comme métaphore pour le SMED, avec les configurations et changements de processus comparés aux arrêts aux stands. En fait, de nombreux trucs utilisés lors des arrêts aux stands sont employés dans le SMED, allant de la préposition de tout ce dont vous avez besoin à l'utilisation d'outils à attache et libération rapide (voir la vidéo suivante).
La vidéo compare un arrêt aux stands de course de Formule 1 lors des 500 miles d'Indianapolis en 1950 avec un autre en 2013 à Melbourne, en Australie. Le temps d'arrêt de la voiture a été réduit de 67 à 3 secondes. L'arrêt aux stands de 1950 utilisait 4 personnes pendant 67 secondes, ce qui équivaut à 4 minutes et 28 secondes de travail. Si nous incluons la configuration externe - avant l'arrivée de la voiture - et le nettoyage ensuite, l'arrêt aux stands de 2013 a utilisé 17 personnes pendant 44 secondes, soit 12 minutes et 28 secondes de travail. En termes de coûts de main-d'œuvre, l'arrêt aux stands de 2013 était donc plus "coûteux". Cependant, en course, réduire le temps d'arrêt de la voiture d'un facteur 22 est inestimable.
ÉTAPES PRINCIPALES
Le SMED a aussi des applications dans la construction et doit être réfléchi de manière différente. Le problème à résoudre est de savoir comment réduire la configuration pour accomplir une tâche particulière. Par conséquent, les praticiens de la construction doivent comprendre le cœur du SMED avec ses techniques de production Lean et les adopter dans leurs contextes de travail.
Les bonnes questions à se poser sont :
- Que pouvons-nous faire avant d'arriver sur le lieu de travail qui rendra le travail sur le point d'assemblage plus sûr, plus rapide, moins cher, etc. ?
- Que pouvons-nous faire pendant que les équipes suivantes sont sur le lieu de travail ?
- Comment pouvons-nous réduire le temps passé sur le lieu de travail ?
En guise d'introduction au sujet, nous allons juste donner les principales étapes du SMED, qui sont :
1) Observer la méthodologie actuelle :
Les procédures actuelles sont généralement enregistrées sur vidéo reprenant tout le processus de configuration/changement. Prenez une activité ou un processus où les changements/configurations prennent beaucoup de temps et où la variabilité est élevée. Assurez-vous de capturer à la fois les éléments "humains" (éléments où l'opérateur fait quelque chose) et les éléments "équipements" (éléments où l'équipement fait quelque chose). Un tableau simple peut être créé pour enquêter sur le processus de configuration/changement (décrivant les activités, les durées des activités, les répétitions des activités, les types d'activités - internes ou externes).
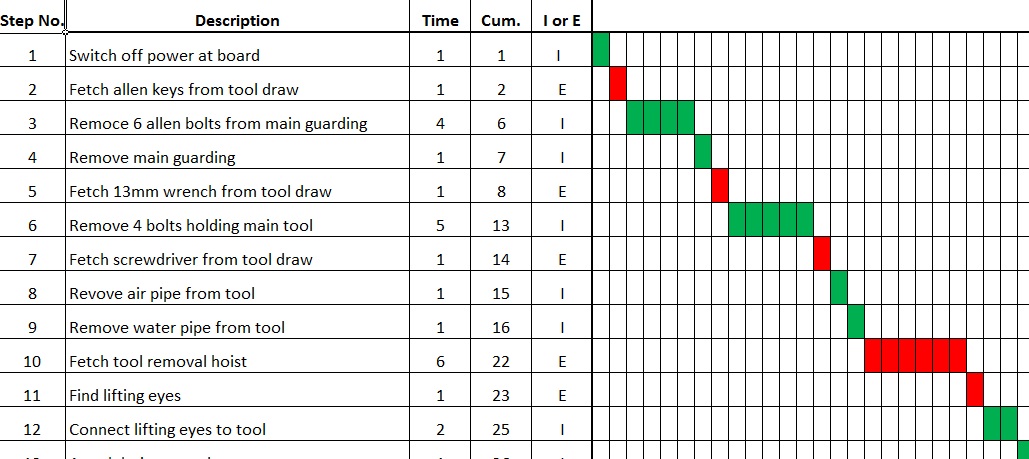
Figure 1 : Feuille de préparation : activités de préparation, durée des activités, répétitions et types d'activités (internes ou externes) enregistrés.
2) Séparer les activités internes et externes :
Les activités internes sont celles qui ne peuvent être effectuées que lorsque le processus est arrêté (par exemple, installer les jambes de soutien d'une grue mobile), tandis que les activités externes peuvent être effectuées pendant que le processus est en cours (par exemple, préparer l'équipement pour l'opération de levage - les élingues peuvent être préparées avant que la machine ne soit arrêtée). La question clé ici est "Dois-je arrêter la machine/processus pour effectuer cette activité ?". Certains candidats principaux pour les activités externes sont la récupération (pièces, outils, matériaux, etc.), l'inspection, le nettoyage et les contrôles de qualité. Utiliser des post-its pour discuter avec votre équipe si les activités sont internes ou externes peut aider.
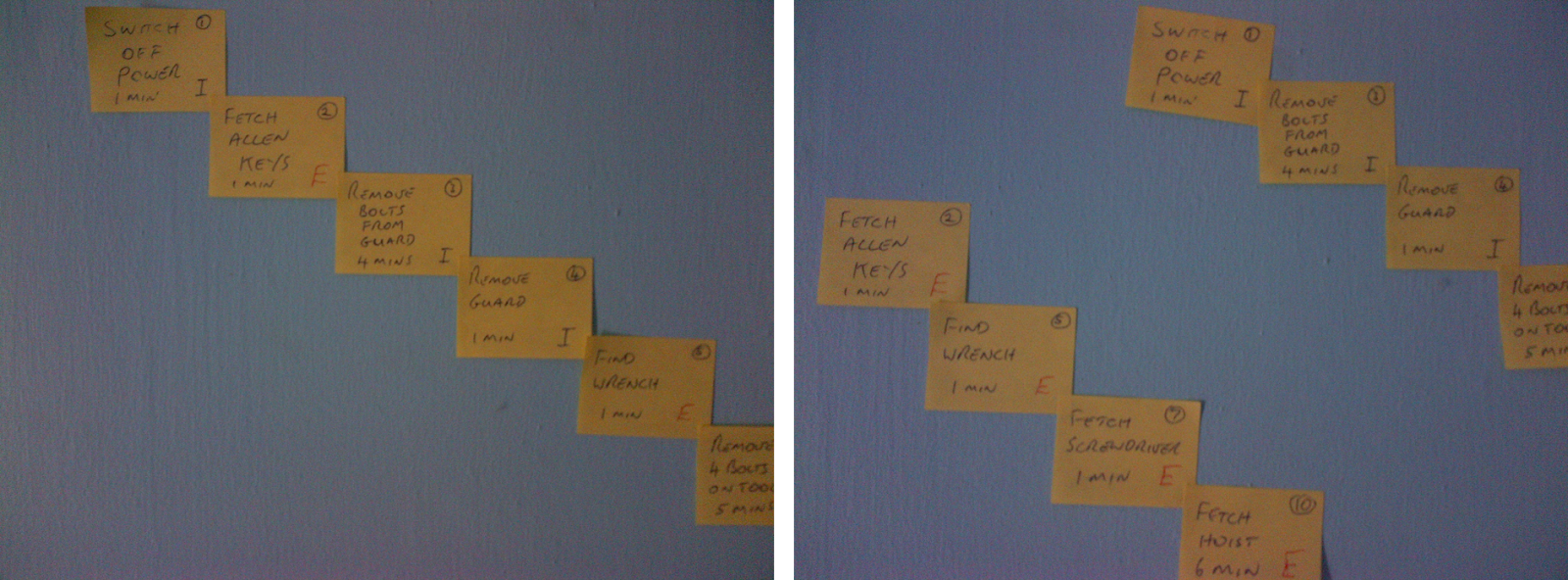
Figure 2 : Décidez des activités internes (I) et externes (E) avec votre équipe à l'aide de Post-Its.
3) Convertir les activités internes en activités externes :
Pour la construction, cette conversion peut être réalisée en préparant le personnel, les activités, les outils et la planification de l'information. Quelques éléments à considérer sont : la position, la configuration des outils/équipements sur site, les petites préfabrications / ajustements (par exemple, des blocs de composants préfabriqués arrivant sur site avec des encoches de fixation), la modularisation, les ajustements d'outils, l'augmentation de la transparence du processus sur site et le flux d'information, etc. La question est : s'il y avait un moyen de rendre cet élément externe, comment serait-il ? Comment pourrions-nous le faire ?
4) Rationaliser le processus de changement/configuration :
Pour chaque itération du processus ci-dessus, une amélioration substantielle des temps de configuration doit être attendue, donc il peut y avoir plusieurs itérations. Dans cette étape, les éléments internes restants de la configuration sont examinés dans le but de les rationaliser et de les simplifier. Éliminer les mouvements, les attentes, les ajustements, créer des opérations parallèles, standardiser le matériel sont typiques dans cette étape. La question : Comment cet élément peut-il être complété en moins de temps ? Comment pouvons-nous simplifier cet élément ?
5) Formation continue :
Après la première itération réussie de l'application du SMED, la principale exigence devient la formation de tous les membres de l'équipe.
UN CAS DE SMED DANS LA CONSTRUCTION
Une mise en œuvre du SMED pour une préparation rapide des configurations dans la construction est venue du site Manchester Smart Motorways au Royaume-Uni. L'équipe Lean Construction du projet a rationalisé leur installation de chambre pour les utilités souterraines, une tâche critique dans leur projet, en étudiant le processus d'installation et en externalisant certaines activités internes. L'équipe a principalement étudié et reconfiguré la disposition longitudinale du site et l'interface des matériaux, supprimé les obstacles du site avec une meilleure coordination et préparation, prépositionné les composants et redessiné un camion avec une remorque pour transporter et installer les matériaux simultanément pour une fixation rapide.
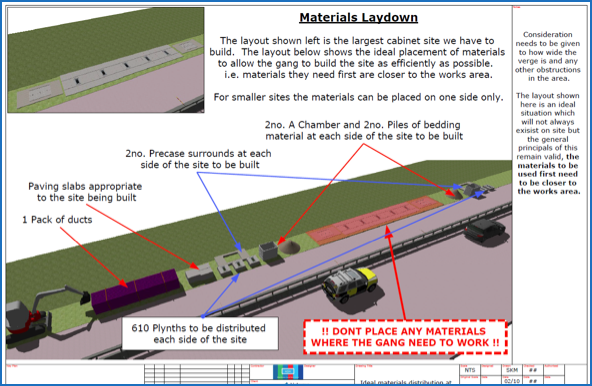
Figure 3 : Amélioration de la disposition des matériaux sur un modèle idéal

Figure 4 : Camion modifié
Les avantages obtenus de ces modifications apparemment simples ne sont certainement pas mineurs, surtout lorsque la nature répétitive et l'importance de ces tâches pour le projet sont prises en compte. Le processus SMED a conduit à :
- Une productivité accrue de 1,5 chambres en 2 jours à 2 par jour (augmentation de productivité de 167 %)
- Une augmentation significative du pourcentage d'activités à valeur ajoutée, une amélioration du flux de processus et une réduction des déchets
Conclusion
Bien que décrit comme une méthode essentielle dans le Lean, les études systématiques du SMED dans la construction ont reçu peu d'attention. Cela peut être en partie dû à l'interprétation erronée qu'il s'agit d'un concept exclusivement manufacturier. Cet article vise à sensibiliser les praticiens au sujet et à les inciter à réfléchir aux opportunités du SMED dans leurs environnements de travail. Les opérations de construction pourraient également être améliorées en apprenant de nombreux exemples sophistiqués de SMED provenant d'autres industries. L'important ici est de reconnaître les opportunités du SMED et de poser les bonnes questions. L'auteur aimerait voir plus d'histoires de SMED dans la construction. Dans de futurs articles, certains détails pratiques des applications du SMED et des cas de SMED dans la construction pourraient être discutés plus en détail.
References
1. Dillon, A. P., & Shingo, S. (1985). A revolution in manufacturing: the SMED system. CRC Press.
2. Carrizo Moreira, A., & Campos Silva Pais, G. (2011). Single minute exchange of die: a case study implementation. Journal of technology management & innovation, 6(1), 129-146.
3. Baudin, M. (2014). Formula 1 Pit Stops, available at: http://michelbaudin.com/2014/05/01/formula-1-pit-stop-1950-to-2013/
4. Mossman, A. (2013). Last Planner: 5+ 1 crucial & collaborative conversations for predictable design & construction delivery. The Change Business Ltd., UK, 26.
5. Dave, Y., & Sohani, N. (2012). Single Minute Exchange of Dies: Literature Review. International Journal of Lean Thinking, 3(2), 28-37.
6. Ulutas, B. (2011). An application of SMED Methodology. World academy of science, engineering and technology, 79, 101.
7. http://setupreductiononline.com/smed-seperating-external-and-internal-activities/
8. Jones, K. & Derrick, J. (2015). A Chamber Installations Process Improvement M60 J8 & M62 J19. Lean Construction Institute-UK Yearly Summit Presentation, Birmingham, UK.