Penulis: Spencer Easton
Penulis: Spencer Easton Translator: Muhammad Iqbal
Translator: Muhammad Iqbal
Takt Planning and Takt Control (TPTC) adalah sistem produksi standar yang paling banyak digunakan untuk apa yang kita sebut Takt dalam industri konstruksi. Dalam publikasi ini saya akan membahas lebih mendalam bagian kedua dari sistem ini karena ada banyak konten tentang Takt Planning.
Figure 49 Perencanaan Takt dan Pengendalian Takt
Awalnya tidak ada sistem produksi ketika kami merujuk pada "takt" tetapi itu dimulai lebih sebagai metode untuk merencanakan pekerjaan dengan kecepatan yang konstan. Agar tepat dengan bahasa itu benar-benar dimulai sebagai perencanaan waktu siklus umum tetapi disebut Perencanaan Waktu Takt. Ide tentang Takt Time secara teknis telah "setengah dibajak" karena apa yang dapat kita lakukan sebenarnya tidak ada hubungannya dengan definisi sebenarnya dari Takt Time. Para profesional dan akademisi awal yang menerapkan Takt ke konstruksi memang merujuk ini dalam tulisan dan penelitian mereka. Orang-orang seperti Adam Frandson & Iris Tommelein, Janosch Dlouhy & Marco Binninger , atau Aleksi Heinonen , Olli Seppanen. Atau bahkan pekerjaan yang dilakukan pada awal tahun 2000-an oleh Dr. Michael J. Horman yang disebutnya sebagai SIPS atau bahkan beberapa dekade sebelumnya oleh Alvin Bukardt dan daftarnya semakin jauh kembali ke tahun 1954 (ketika konsep-konsep ini benar-benar ditemukan). Namun, sebagian besar dari mereka hingga diperkenalkannya TPTC terutama berfokus pada sisi Perencanaan. Ada referensi ke produksi atau manajemen lapangan/pekerjaan, tetapi fokus utamanya adalah perencanaan dan apa yang terjadi berdasarkan itu. Sebagian besar dari mereka menyimpulkan bahwa pengembangan dan pengujian lebih lanjut di lapangan untuk produksi diperlukan.
Masuklah ke dalam makalah berpengaruh berjudul "Perencanaan Takt Teknis dan Kontrol Takt dalam Konstruksi" di mana mereka (Binninger & Dlouhy) tidak hanya menjelaskan metode Perencanaan Takt secara terperinci tetapi juga merupakan upaya pertama untuk menjawab pertanyaan "Apa itu Kontrol Takt" (Saya akan menggunakan makalah penelitian ini dan pengalaman saya untuk menjawabnya di bawah ini jadi silakan rujuk dokumen asli ini sebagai sumber sebagai penulis asli).
Mungkin lebih mudah untuk memulai dengan meluruskan catatan karena banyak orang di luar sana yang berasumsi bahwa Kontrol Takt adalah banyak hal yang berbeda. Berikut ini adalah hal-hal yang bukan Kontrol Takt:
- kontrol takt bukanlah mempersiapkan: Bahan, pekerjaan yang akan datang, atau langkah kerja standar
- kontrol takt bukanlah mengelola Penundaan
- kontrol takt bukan LPS atau menggunakan komponen LPS dengan Takt
- kontrol takt bukan Checklist Quality
- kontrol takt bukan 5S
- Kontrol takt bukanlah berfokus pada komunikasi yang lebih baik, peningkatan rapat, atau kesehatan tim.
- Kontrol takt bukanlah Pemecahan Masalah, atau Jidoka (melihat yang tidak normal dan mengembalikannya ke normal)
- kontrol takt bukanlah membersihkan atau Mengatur
- kontrol takt bukan Fokus membersihkan jalur agar konstruksi dapat mengalir
- kontrol takt bukanlah Kolaborasi antar orang
- kontrol takt bukanlah Desain, DFMA, atau Prefabrikasi
- kontrol takt bukanlah Segala jenis perencanaan, perencanaan ulang, pemerataan, atau pengemasan pekerjaan
- kontrol takt bukanlah melacak penggunaan buffer
Jadi, apa itu Pengendalian Takt?
Kontrol Takt, juga dikenal dalam manufaktur sebagai manajemen shopfloor (pengelolaan aktivitas langsung di tempat produksi), memiliki tujuan menempatkan kontrol produksi di tempat penciptaan nilai untuk membatasi WIP (work in progress), meningkatkan Throughput (tingkat produksi), dengan melacak waktu siklus setiap langkah, dan menempatkan batasan (kontrol) pada pemanfaatan sumber daya di seluruh proyek konstruksi.
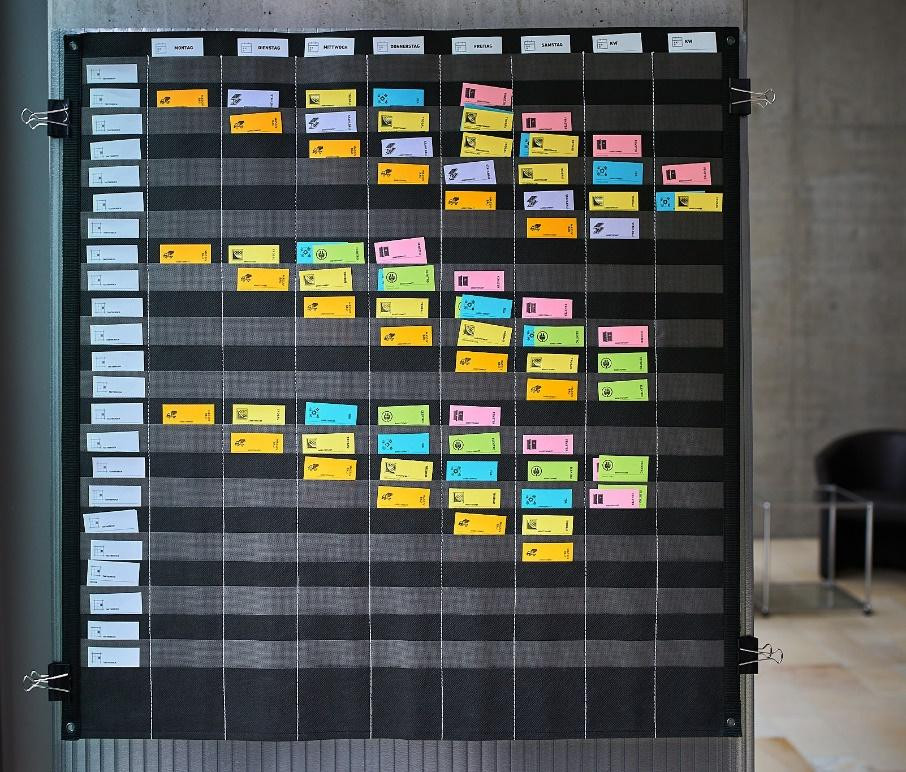
Figure 50 Pengendalian Takt
Saat ini ada 1 Proses Kontrol Utama, dan 1 Mekanisme Kontrol Utama dalam kontrol takt.
Proses Kontrol Utama #1: Rapat shift siklus pendek

Figure 51 Ilustrasi Rapat untuk mengendalikan Takt
Rapat shift pendek merupakan inti dari "kontrol takt". Manajer konstruksi (PM, Pengawas Lapangan, Pengawas, dll.) memimpin rapat ini, dan semua orang yang bertanggung jawab atas pelaksanaan harus ikut serta. Hal ini mengubah sistem manajemen konstruksi yang umum dan menciptakan sasaran tim, bukan seberapa cepat perubahan yang dilakukan oleh setiap kru atau tugas independen.
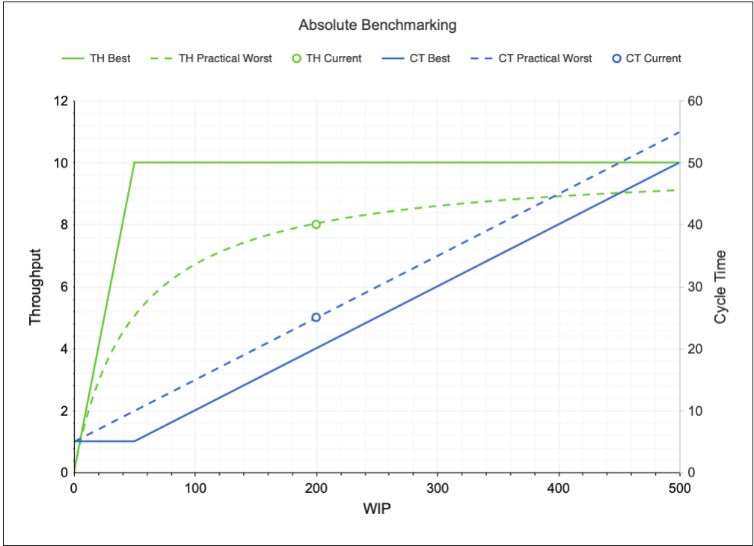
Figure 52 Pengendalian WIP pada waktu tertentu
Ini adalah check in dan/atau check out untuk shift dan harus berfungsi untuk mengontrol berapa banyak WIP pada waktu tertentu yang dialami proyek konstruksi. Jika terlalu banyak pekerjaan yang dilepaskan ke produksi, maka proses kontrol takt kami tidak berfungsi, proses tersebut harus membatasi WIP untuk meningkatkan hasil. Hal itu dapat dilacak dari waktu ke waktu.
Mekanisme Kontrol Utama #1: Papan Kontrol Takt
Adaptasi lain dari manufaktur adalah penggunaan papan shopfloors (Papan Kontrol Takt).

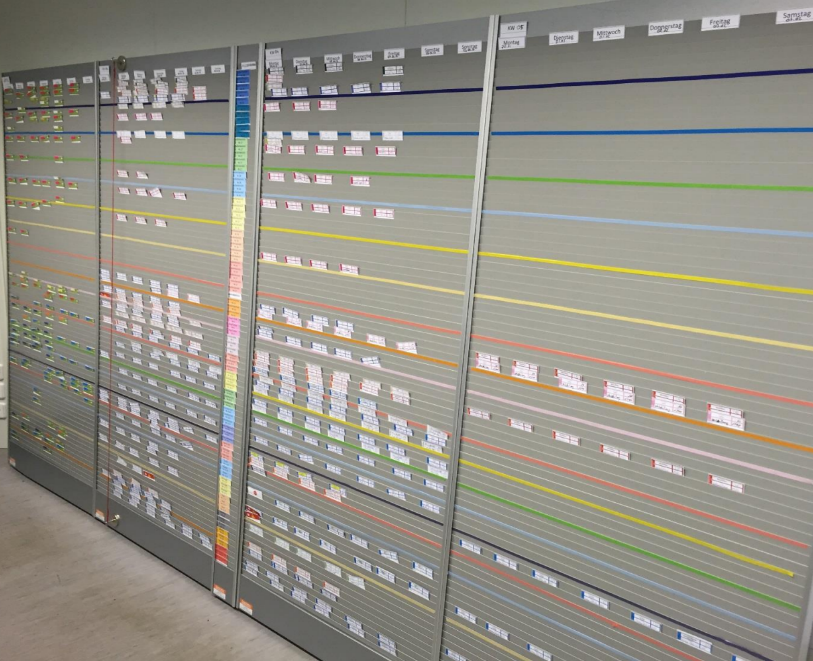
Figure 53 Takt Control Board
Papan (digital atau fisik) digunakan sebagai mekanisme Kontrol ketika menyangkut apa yang disebut orang lain sebagai kontrol produksi. Sama seperti proses kontrol lainnya, ini adalah alat yang membantu kita melepaskan atau membatasi (mengendalikan) jumlah pekerjaan yang ada di proyek konstruksi pada suatu waktu. Jika Anda telah melakukan pekerjaan yang baik di bagian Perencanaan TPTC, maka pekerjaan harus diratakan dan konstan di seluruh urutan pekerjaan (Kereta, atau jalur produksi). Dengan demikian, aliran produksi idealnya harus bersifat siklus, konstan, dan berkesinambungan.
Sebagai bagian dari mekanisme ini, data dari paket kerja secara historis dikumpulkan untuk membantu proses lain dan untuk mencoba memahami apa yang terjadi di lapangan.
- Jumlah pekerja per jenis pekerjaan (Per Shift)
- Berapa Banyak Peralatan
- Tingkat Kepatuhan terhadap Produksi yang Diperlukan (Waktu Siklus Tugas)
- Cacat kualitas (defects)
- Angka keselamatan, jumlah kecelakaan, pelanggaran peraturan keselamatan
- Jumlah gangguan pada pekerjaan
dan sebagainya
Control vs Controls.
Sebuah makalah yang bagus membahas hal ini secara mendalam dan menjadi kunci jika kita ingin memahami dan mengambil kesimpulan dari uraian di atas tentang bagaimana penggunaan kontrol takt (kontrol produksi) dapat menghilangkan banyak pemrosesan tambahan yang tidak memberikan nilai tambah yang kita lakukan setiap hari dalam konstruksi. Judulnya adalah “Membandingkan Kontrol Produksi Proyek dengan Kontrol Proyek” dan ditemukan di Project Production Institute. Saya telah menjadi pembaca aktif konten mereka sejak 2019 dan menyukai konsep fundamental mereka.
“Sementara fungsi utama Kontrol Proyek adalah untuk memenuhi persyaratan pelaporan dan akuntansi proyek, Kontrol Produksi Proyek berfokus pada bagaimana pekerjaan… dilaksanakan” ( H. Jame Choo ) melanjutkan dengan mengatakan dalam presentasi yang berbeda tentang Kanban dan kesalahpahaman tentang istilah yang digunakan secara luas ini. Dia menjelaskan bahwa Kanban sebenarnya (seperti yang diciptakan oleh Toyota) adalah batasan yang ditetapkan pada pergerakan material… dengan kata lain, itu adalah mekanisme kontrol pada seberapa banyak inventaris yang diizinkan masuk ke produksi. Tonton video lengkap James Choo yang membahas ini karena saya merasa ini adalah salah satu yang terbaik (dan itu berarti sesuatu).
Referensi lain yang sangat penting dari sisi pengendalian produksi adalah Built to Fail, sebuah buku hebat karya Todd R. Zabelle yang merupakan salah satu buku terbaik dekade ini dan merangkum banyak konsep dari PPI dan komunitas Project Production Control (PPC). Saya memesan salinannya saat Anda dapat memesan di muka dan mulai membagikan dan mempostingnya di media sosial dan orang-orang yang berinteraksi dengan saya di tempat kerja.
Mengutip Todd dari bukunya:
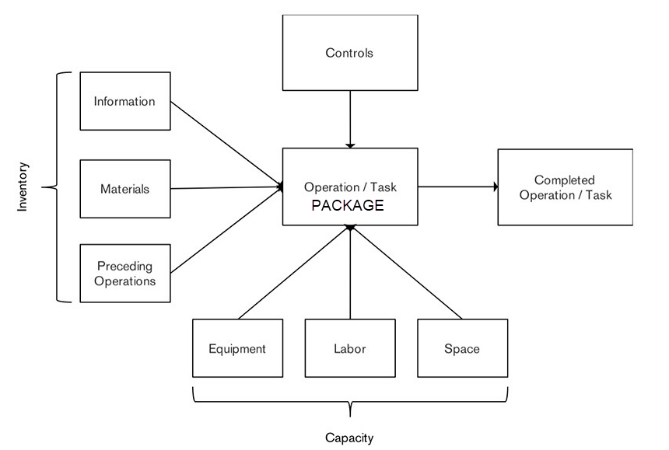
“Pengendalian produksi adalah tindakan, proses, mekanisme, sistem, atau kombinasi apa pun yang mengatur dan memungkinkan pengendalian produksi, atau pelaksanaan pekerjaan. Pengendalian produksi menggunakan pengambilan keputusan fisik, perangkat lunak, dan manusia untuk perutean produksi kontrol-ke-kontrol/urutan pekerjaan, penggunaan kapasitas, dan jumlah inventaris, termasuk WIP".
Yang kami maksud dengan fisik adalah perangkat aktual yang mengendalikan apa yang terjadi, seperti pelat yang membentuk ukuran pintu masuk ke mesin pemindai bagasi di bandara, atau jumlah derek di lokasi konstruksi. Kontrol berarti alokasi kapasitas aktual, pengelolaan level minimum dan maksimum WIP, dan pengelolaan variabilitas. Penting untuk memahami berbagai protokol kontrol, penjadwalan (dikenal sebagai push), pull, dan pekerjaan konstan dalam proses atau CONWIP (Constant Work in Process), termasuk cara kerjanya.
Sistem push (Push systems) menggunakan tanggal jadwal yang telah ditentukan sebelumnya untuk melepaskan pekerjaan ke dalam sistem produksi. Meskipun paling banyak digunakan dalam konstruksi, push, atau bekerja sesuai jadwal yang telah ditentukan sebelumnya, bukanlah cara pengendalian yang efektif karena dampak variabilitasnya.
Sistem Tarik (Pull System) dikembangkan oleh Toyota, protokol kontrol tarik didasarkan pada operasi hilir yang mengirimkan pemberitahuan—atau, dalam kasus Toyota, kartu kanban—ke operasi hulu untuk berproduksi.
Protokol kontrol CONWIP mengirimkan sinyal ke awal atau hampir awal suatu proses produksi dan, dengan demikian, mengontrol WIP antara operasi yang memulai sinyal dan operasi tempat sinyal dikirim.
Para ahli Lean terus membahas tentang push versus pull, tetapi seperti yang dikatakan Mark Spearman , "Push, pull, apa gunanya. Tujuannya adalah untuk mengendalikan WIP."
Kontrol Takt adalah salah satu jenis Kontrol Produksi
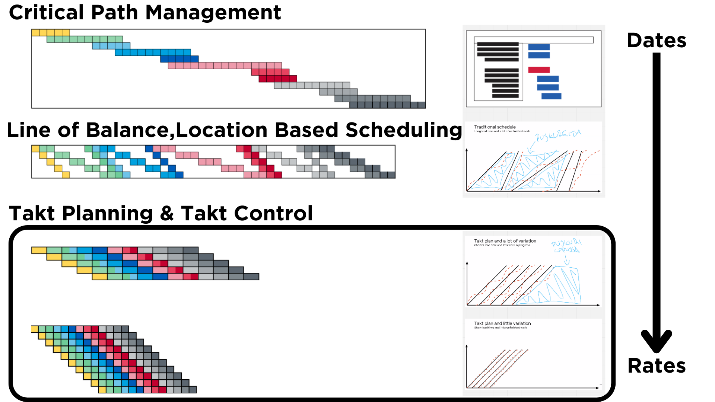
Figure 56 Perbedaan Pegendalian CPM, LOB, dan Takt
Kontrol Takt adalah kepatuhan pelaksanaan kerja terhadap waktu takt melalui sudut pandang kontrol produksi. Kontrol ini dapat menjadi metode untuk meninggalkan fokus/investasi waktu dan uang yang berlebihan dalam sistem komando dan kontrol, kontrol proyek, peramalan, dan penjadwalan. Bergerak menuju pendekatan yang lebih berbasis manajemen produksi. Dari fokus pada tanggal menjadi fokus pada tarif.
Sekali lagi, mengutip Bult to Fail:
“Solusi pengendalian produksi proyek yang paling efektif menggabungkan pekerjaan standar dan CONWIP, yang memungkinkan sinkronisasi pekerjaan melalui sistem produksi. Hal ini menghasilkan pengendalian WIP dan penggunaan kapasitas yang efektif, yang seperti yang Anda ketahui sekarang, mengurangi durasi, biaya, penggunaan uang tunai, dan risiko sekaligus meningkatkan kualitas.”
Pekerjaan Standar adalah sisi lain yang dapat diskalakan jika Anda berfokus pada jenis pekerjaan itu. Ini adalah gagasan bahwa ada banyak hal yang harus dilalui oleh satu tugas, dan beberapa menggabungkan proses persiapan (dari Last Planner) dengan proses pelaksanaan lapangan seperti pengendalian produksi. Jika Anda telah merencanakan Standar:
- Langkah kerja
- Proses QA/QC
- Langkah-langkah Keamanan
- Logistik
- Desain & Rekayasa
- BoQ dari Bahan
- Serah Terima
Kemudian bagian selanjutnya mulai masuk akal. Anda menyimpulkan ada unit kerja yang dapat menjadi unit dasar standar langkah atau tugas dalam proses produksi kita.
Konsep ini dikenal sebagai Paket Kerja , dan merupakan inti dari Kontrol Produksi. Konsep ini juga merupakan inti dari TPTC. Dengan menerapkan sedikit konsep dasar AWP yang merupakan standarisasi konsep paket kerja, kita dapat mulai menggunakannya sebagai titik awal untuk masuk ke Kontrol Produksi Proyek.
“Paket kerja adalah standar yang dapat diskalakan untuk proses konstruksi.”
“Semua data terstruktur di sekitarnya, dan semua alur kerja dirancang di dalam paket kerja.” Takting.com
Dengan komponen kerja standar yang dicakup oleh Paket Kerja, CONWIP menjadi jauh lebih mudah untuk diskalakan dan dapat memengaruhi kontrol yang dipicu sebenarnya dengan pekerjaan hulu, inventaris, dan proses ke produksi aktual di lokasi kerja. Ini biasanya bukan fokus orang-orang yang mencoba "takt" karena mereka biasanya mencari cara yang lebih baik untuk menjadwalkan pekerjaan mereka. Saya memiliki contoh hebat dari proyek Mega Data Center yang tidak memiliki protokol CONWIP dan pengiriman rakitan prefabrikasi mereka. Sebelum mereka menyadarinya (dalam waktu 2-3 minggu) mereka memiliki seluruh inventaris proyek rakitan prefabrikasi khusus pada proyek tersebut tanpa tempat untuk menyimpannya kecuali dalam bentuk WIP saat ini. Setelah bertemu dengan mereka dan pemasok untuk melihat ini; mereka menyelaraskan keduanya. Namun, mereka tidak memperbaiki masalah yang mendasarinya karena yang mereka lakukan hanyalah mencoba menyelaraskan prakiraan dengan lebih baik dengan apa yang dilakukan lapangan sekarang (yang dapat berubah). Yang masih mereka lewatkan (bahkan hingga hari ini) adalah mekanisme/protokol kontrol CONWIP. Jadi konsep Tarik atau CONWIP akan menjadi perbaikan aktual bagi tim ini yang akan mengontrol berdasarkan produksi pelepasan rakitan prefabrikasi ke lapangan.
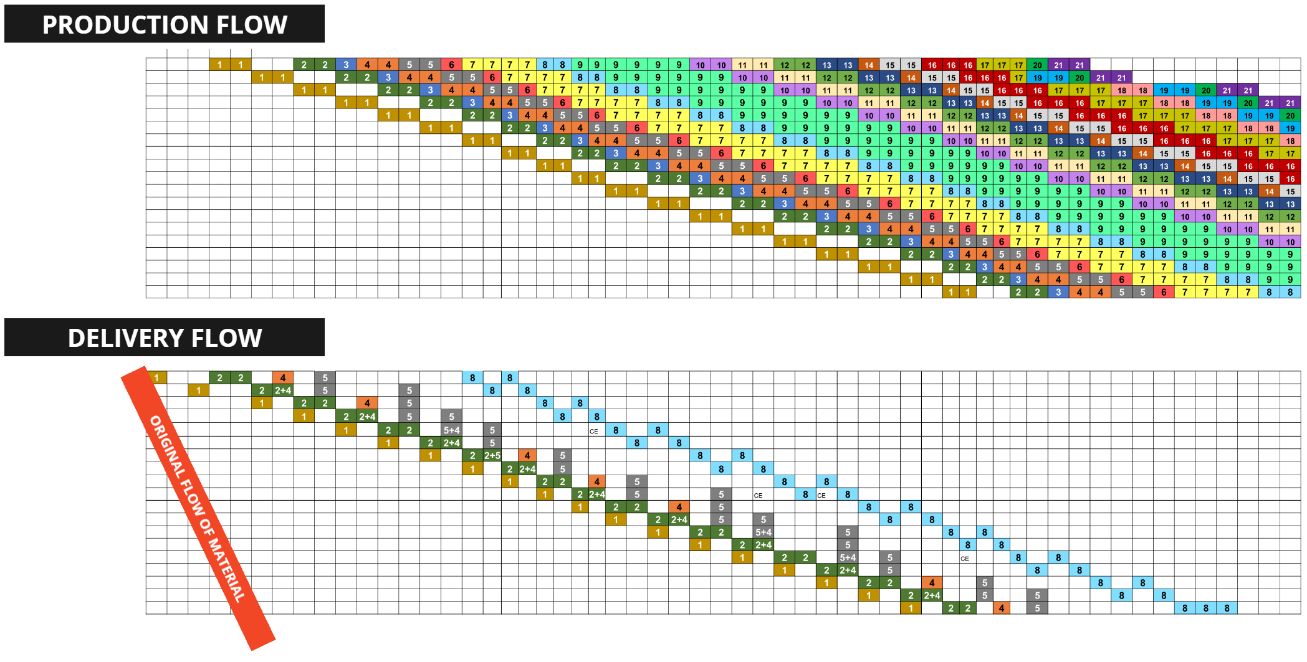
Figure 59 Production flow dan Delivery Flow
Mengarahkan Istilah Populer & Kesalahpahaman Visual
Setiap kali saya mendengar Takt Control, saya biasanya mendengar istilah Steering. Steering seperti mengatakan kembali ke hijau. Jika merah berarti sesuatu yang tidak normal, seperti produksi berlebih dan produksi kurang atau segala macam variasi dari standar. Juga dikenal sebagai kata yang dibuat oleh Toyota untuk menggambarkan ini "JIDOKA".
Figure 60 Steering berarti mengarahkan
Mengemudikan kendaraan adalah upaya untuk kembali ke jalur yang benar dalam penyesuaian mikro. Metafora yang saya pikirkan untuk mengemudikan kendaraan adalah seperti saat Anda mengemudikan mobil, Anda terus-menerus melakukan penyesuaian mikro ke kiri dan kanan saat Anda mengemudi. Jalur-jalur bahkan dapat mewakili waktu takt. Jadi, meskipun mengemudikan kendaraan dapat dianggap sebagai proses yang terhubung, itu bukanlah kontrol. Melainkan dianggap sebagai praktik di mana upaya kita akan disesuaikan dengan satu atau lain cara untuk membantu kita kembali normal (RTG).
Beberapa orang juga mulai mencampuradukkan upaya manajemen visual dengan Kontrol Takt dan sama sekali tidak memahami konsepnya. Sebagai bagian dari metode tradisional Mempersiapkan Pekerjaan (Make-ready Planning), dan melihat di mana kita mungkin memiliki Hambatan (Constraint) di masa mendatang adalah sebuah proses yang dapat kita mulai anggap itu sebagai proses. Karena kita bahkan dapat menggunakan jenis proses ini bersama dengan Takt Control Board tetapi merupakan fitur sekunder, mungkin sulit untuk mengingat alasan Kontrol Takt adalah kontrol WIP.
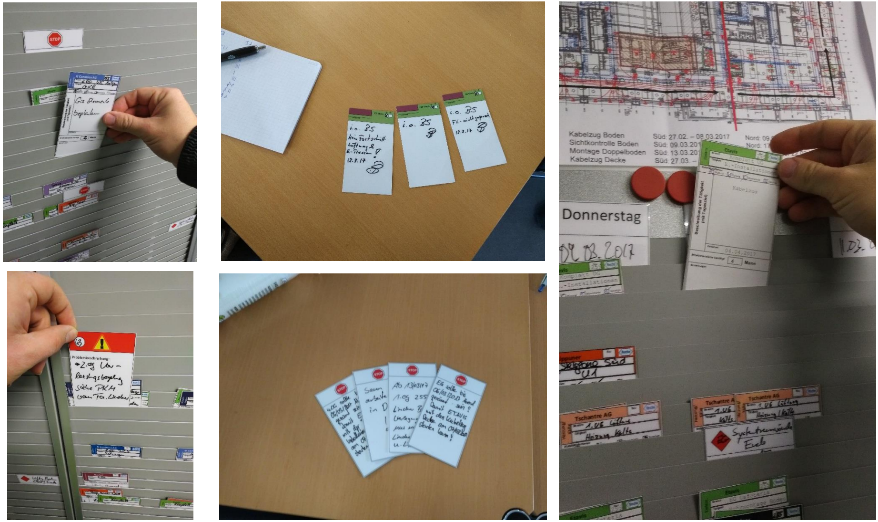
Figure 62 Takt Control Board
Sebagai penutup, Takt Control adalah metode Pengendalian Produksi. TPTC adalah upaya beberapa pihak untuk mencapai perencanaan produksi melalui Pengendalian Produksi. Orang mungkin menyebut TPTC -> Perencanaan Produksi dan Pengendalian Produksi.
Sumber: https://leanconstructionblog.com/Takt-Control-Production-Control.html