 Juan Felipe Pons
Juan Felipe Pons
The 5S methodology was born at Toyota in the 60s under an industrial environment to achieve better organized, tidier, and cleaner workplaces to increase productivity and to obtain a better working environment. The 5S methodology has been widely spread, and many companies and organizations are implementing it worldwide. Although it is conceptually simple and does not require a complex training or experts with sophisticated knowledge, it is essential to implement it through a rigorous and disciplined fashion.
Perhaps the 5S methodology has not been valued enough if compared with other Lean Construction tools. However, it contributes to the reduction and elimination of the 8 wastes (overproduction, inventory, transportation, motion, waiting, defects, over-processing, and non-utilized creativity); it increases people's involvement, teamwork, morale, health and safety; it reduces costs, variability and uncertainty; and it help in setting the basis to implement Lean Construction in any company or project.
1. SEIRI (Sort)
Seiri is about organizing and eliminating unnecessary items. Seiri has to do with the Toyota pillar of “Just-In-Time” (JIT) -- “just what is needed, in the quantity needed, only when needed”. The red tags campaign is a strategy to identify potentially unnecessary items in the workplace, evaluate their usefulness and treat them appropriately. We have to ask (figuratively) the following three questions to any item in the workplace:
- Is this element necessary?
- If necessary, do you need this amount?
- If necessary, must it be located here?
- Keeping them in a red tags area for a period of time to see if they are necessary.
- Throwing away or discarding them.
- Changing their location.
- Leaving them in the same place.
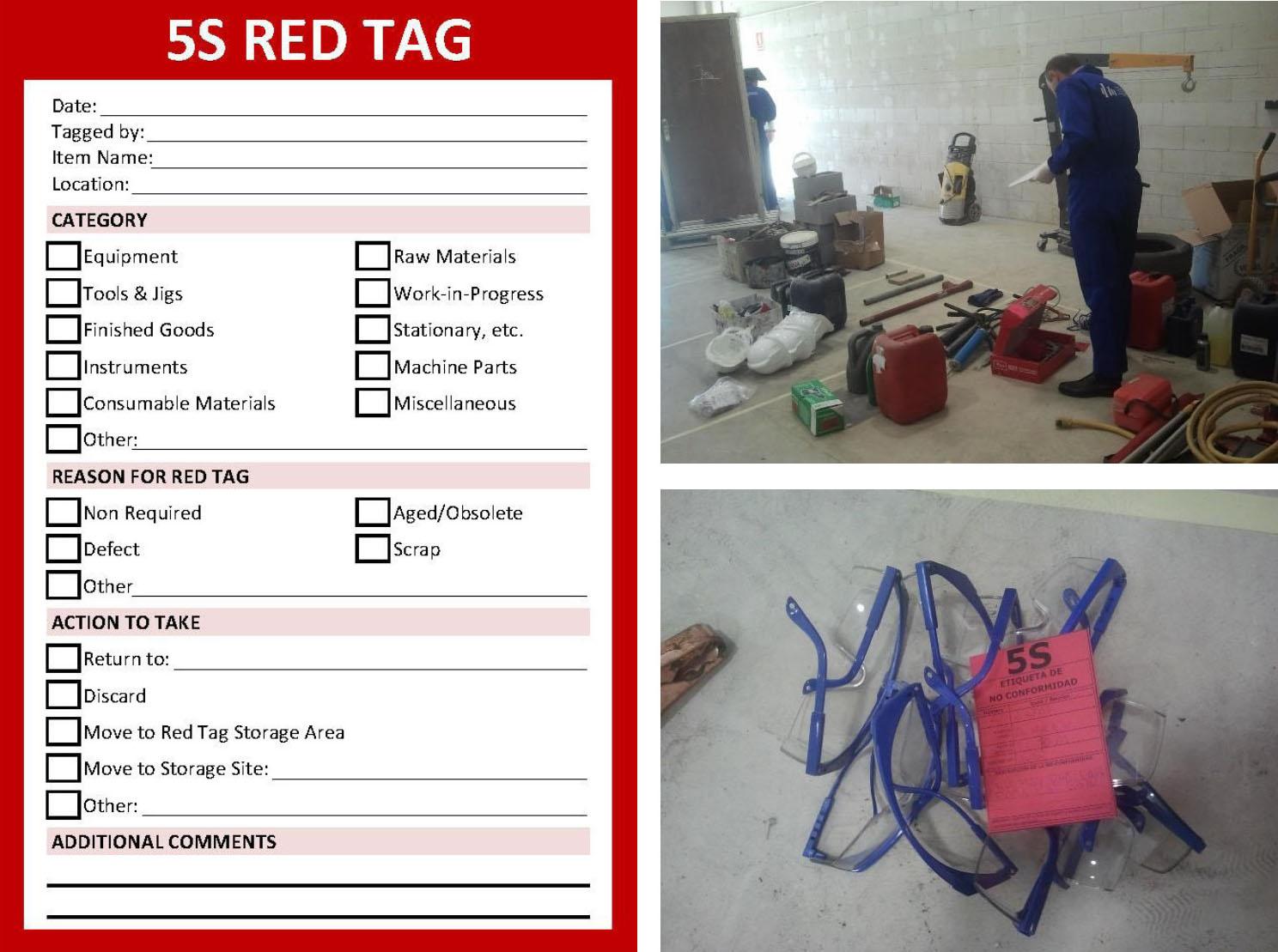
Figure 1: 5S Red Tags
2. SEITON (Set in order)
Seiton means setting in order the necessary elements so that they are easy to find and use by anyone. The concept of Seiton could be summarized in one sentence: a place for everything and everything in its place. When implementing Seiton make sure you follow these three steps:
- Step 1. Determining appropriate locations.
- Step 2. Identifying the locations.
- Step 3. Identifying all items and their needed quantity.

Figure 2: Set in Order
3. SEISO (Shine)
Seiso means keeping the work area clean and in good condition for health and safety. We can implement the third S in 5 steps:
- Step 1: Determining what we are going to clean.
- Step 2: Dividing the workplace in “cleaning areas”, and then assigning people in charge of those specific areas.
- Step 3: Determining cleaning methods: what, where, who, when and how.
- Step 4: Setting in order the cleaning tools, storing them in places where they are easy to find, use and return.
- Step 5: The final step is incorporating systemic cleaning inspection.

Figure 3: Shine
4. SEIKETSU (Standardize)
Seiketsu does not refers to an activity, but a state or condition. Seiketsu consist of building a strong set of procedures to maintain the first 3S. In fact, it is the state that exists when the first 3S (Seiri, Seiton and Seiso) are properly maintained. When implementing Seiketsu make sure you follow these three steps:
- Decide who is the person in charge of maintaining the needed conditions to maintain the first 3S.
- Avoid setbacks by means of integrating daily maintenance.
- Check the level of maintenance.
Seiketsu has also to do with the concept of Visual 5S: everyone should be able to distinguish between normal and abnormal conditions at a glance.
When the same problem occurs again and again, it’s time to go to the next level: prevention and root cause analysis:
- Why do we accumulate unnecessary items? (Preventive Organization)
- Why are tools and items not returned to the right place? (Preventive Order)
- Why do floors get dirty again and again? (Preventive Cleaning)

Figure 4: Standardize
5. SHITSUKE (Sustain)
Shitsuke (sustain and discipline) means turning into a habit the fact of maintaining the correct procedures. You can use 5S slogans, posters, visual panels, newsletters, and visiting other departments or companies (benchmarking).
Some final tips to sustain the 5S:
- Train employees.
- Build a team for implementation.
- Assign time and develop a program for implementation
- Provide resources for implementation.
- Recognize and support the implementation by managers and directors.
- Stimulate creativity of all workers, listen to their ideas and allocate resources to develop those ideas.
- Create tangible and intangible rewards for the effort.

Figure 5: Sustain
5 things you need to know for a successful implementation:
- When beginning a 5S implementation in your company or organization choose a reliable, engaged and committed team, and select an easy work area so that you are able to guarantee success. This will smooth the way for more difficult areas.
- Measure, audit and act. Then measure, audit, and act again and again.
- A two day 5S training workshop is a good way to begin the implementation. Some managers or directors should participate in the workshop so that operators see that the company is really committed.
- The 30 seconds test is an easy way to make sure you have done a good job: you should find any item, tool, information, document, or person in less than 30 seconds.
- Encourage people to be creative: most of the examples in this post had a cost of zero dollar while achieving thousands of dollars in benefits.
References
1. Greif, M. (1989), The Visual Factory: building participation through shared information. Productivity Press, Portland, OR, USA.
2. Hirano, H. (1988), Just in Time Factory Revolution: A pictorial guide to factory design of the future. Productivity Press, Portland, OR, USA.
3. Hirano, H. (1995), 5 Pillars of the Visual Workplace: The sourcebook for 5S implementation. Productivity Press, New York, USA.
4. Hirano, H. (1996), 5S for Operators: 5 Pillars of the Visual Workplace. Taylor & Francis.
5. Suzaki, K. (1993), The New Shop Floor Management: empowering people for continuous improvement. The Free Press, New York, USA.




