Alexandre Soares
Alexandre Soares

The process of implementing Lean Philosophy is very complex and requires a lot of effort. This article presents a methodology, tested in a case study for the construction and development of the designs of a Project for a supermarket, with 120,000 square ft in Brazil, using the Last Planner® System and tools, Pull Planning, standardized work, Lean Design, and many more.
The model for implementing the Lean Construction philosophy in fast projects was developed during work carried out over more than one year with a general contractor in Brazil. This model was based on the methodology of the Last Planner® System (Ballard, 2000). For the implementation of the Lean Philosophy, the creation of a production process with continuous and stable flow is fundamental. After stabilization it is possible to establish gradual improvements, in the West called “Kaizens”.
The strategy used in the process of implementing Lean Construction in this company started with hiring a leadership team. The first hire was an operations director with extensive knowledge of Lean Manufacturing and Lean Construction. Subsequently, this professional started to hire the team of construction planning engineers with knowledge in the Last Planner® System. It is worth mentioning that, in Brazil, there are still few professionals with this knowledge and training. The planning engineer acts as a disseminator of the culture, training the construction team and monitoring the works, reporting directly to the operations director.
After defining the composition of the work team for each Project, the model includes five stages. Figure 1 shows an implementation model.

Figure 1 – Implementation Model
Time – 1 Preparations of the first Pull Plan
Pull Planning is an essential component of the Last Planner® System. It helps define how work will be handed off from one project performer (e.g., owners, designers, contractors, and suppliers) to the next. It illustrates how work is balanced between project performers to better support a project takt time, i.e., work completion rhythm (Tsao et al, 2014).
Usually, the Pull Planning process is carried out with the main suppliers and the construction management team. The method proposed in this article, suggests that a first Pull Plan be carried out, still without the participation of suppliers, with the following objectives: key resource program delivery dates, constraints backlog, time buffers, attack plan, delivery date of each task, delivery dates for preparing the masterplan, Lean implementation roadmap, list of standard operations, Lean training program, division of tasks in batch.
Figure 2, item a, shows the First Pull Plan used to manage the construction of the construction supermarket. And item b), presents the constraints log.
Toyota usually aligns the organization with the reach of the “True North”, which is the strategic and philosophical direction that the organization is moving towards (Obara and Wilburn, 2012). The First Pull Plan can represent the “True North of each Project”, guiding the actions of the team.
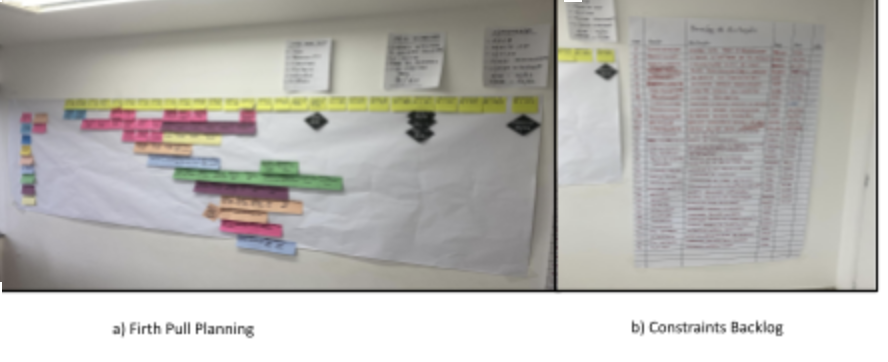
Figure 2 – Pictures of First Pull Plan and Constraints Log
Another important result of the first stage of this methodology is the elaboration of a road map for the implementation of Lean Construction, which included the next Pull Planning events, which training will be carried out, and which other lean tools will be implemented during the project. Figure 3 shows an example of a Lean Journey Roadmap.

Figure 3 – Lean Journey Roadmap
In the roadmap for the implementation of lean, an important step is the training of the Project management team. Rother (2018) describes the Japanese word “Kata'' as a suffix meaning “way of doing” and “structured practice routine or drill”. Toyota’s improvement kata is a continuously repeating routine (1) in consideration of a vision, direction, or target, and (2) with a first-hand grasp of the current condition. (3) A next target condition on the way to the vision is defined. When we then (4) strive to move step by step toward that target condition, we encounter obstacles that define what we need to work on, and from which we can learn (Tillmann et al, 2014). The training and mentoring of the Project management team is essential for lean construction routines to become consistent, a work habit, a “Kata”.
For the training of employees, in addition to lectures, Villego® simulation was used. Villego® is a cost-effective, efficient, hands-on simulation that helps prepare teams to implement the Last Planner® System on real construction Projects by enabling them to first experience its concepts, process, and practices in a simulated environment (Warcup & Reeve, 2014).

Figure 4 – Team members in Villego® simulation
Time 2 – Design Masterplan, Start of Lookahead, and Development of the Key Resources Program
After the "Team 1" of the method, we move to the process of development of the drawings and conception of the product. For this, the Last Planner System® in Design was used. For the development of the drawings, the proposal was to use the "Lean Design" vision. “Lean design” has been used for some years to apply lean principles and methods in the design process (Hamzeh et al., 2009). The central idea of Lean Design is a focus on customer involvement, increasing value through the identification of customer needs, reducing waste in the process by early clarification of needs and objectives between parts of the project, establishing the product design and process design, making design decisions at the last moment responsible and optimizing the sequencing of design tasks to reduce rework through unnecessary iterations (Ballard, 2000).
To objectify “Lean Design”, weekly meetings were held defining the project work packages to be delivered and the design Lookahead Planning was also analyzed. All designers participated and the architect represented the client. Due to the COVID-19 pandemic, all meetings were held by video conference. Figure 5, below shows a model of the Lookahead Planning used.

Figure 5 – Model of Lookahead Planning to Design
With a multifunctional team, the aim was to use prefabrication of the largest number of activities. The closing masonry walls that were transformed into prefabricated concrete slabs stand out, increasing the quality of the final product, reducing the execution time and improving the safety conditions of the environment.
At this stage, the Lookahead Planning process for production was initiated, using the 6-weeks time horizon (6WLA), with weekly meetings and continuous assessment of the removal of restrictions.
A Key Resources Program was also drawn up for the main resources responsible for the supply area.
Time 3 – Implementation of the Weekly Work Program of production and Weekly Work Program of Design
In this stage, weekly planning meetings for drawings and production were implemented. The Last Planner System methodology was used, with the collection of the PPC indicator and causes for non-compliance.
An office, installed in a container, next to "GEMBA" was used to monitor production activities. In this office, "Daily Huddles" meetings took place, with the participation of supervisors, engineers and those responsible for productive work (the "Last Planners"). The quality and safety team also participated in this meeting. Daily Huddles is brief, typically stand-up, meeting each day by groups of interdependent players, with each, in turn, sharing what commitments they completed, what commitments they need help with or cannot deliver (Ballard & Tommelein, 2016).
Figure 6 – Daily Huddle Meeting
Time 4 – Preparations of the second Pull Plan with the participation of the Key Suppliers
At this time, the second pull planning was carried out, with the participation of the Project management team and the main suppliers. The first pull planning served as a goal (true north) for the development of the works, which followed the premises of this method of the Last Planner® System.
With the objectives already well studied by the work management team, the work was aligned and detailed, with the use of post-it notes, as well as the lifting of the constraints backlog.
Time 5 –Third Pull Plan
Due to the speed of the Project, a Third Pull Planning was prepared, with the effective participation of suppliers. This pull planning covered the last 60 days of the project, being detailed day by day in the first 30 days and weekly in the last 30 days. The restrictions were analyzed. Figure 7 shows the Third Pull Planning.
The dynamics at the end of the quick works is very complex and requires a direction so that the activities are completed in a sequenced manner and avoiding increasing the work in progress, accumulating the completion of the works towards the end. The third Pull Planning aims to carry out this direction and survey the restrictions that have not yet been removed with the necessary advance to avoid delays.
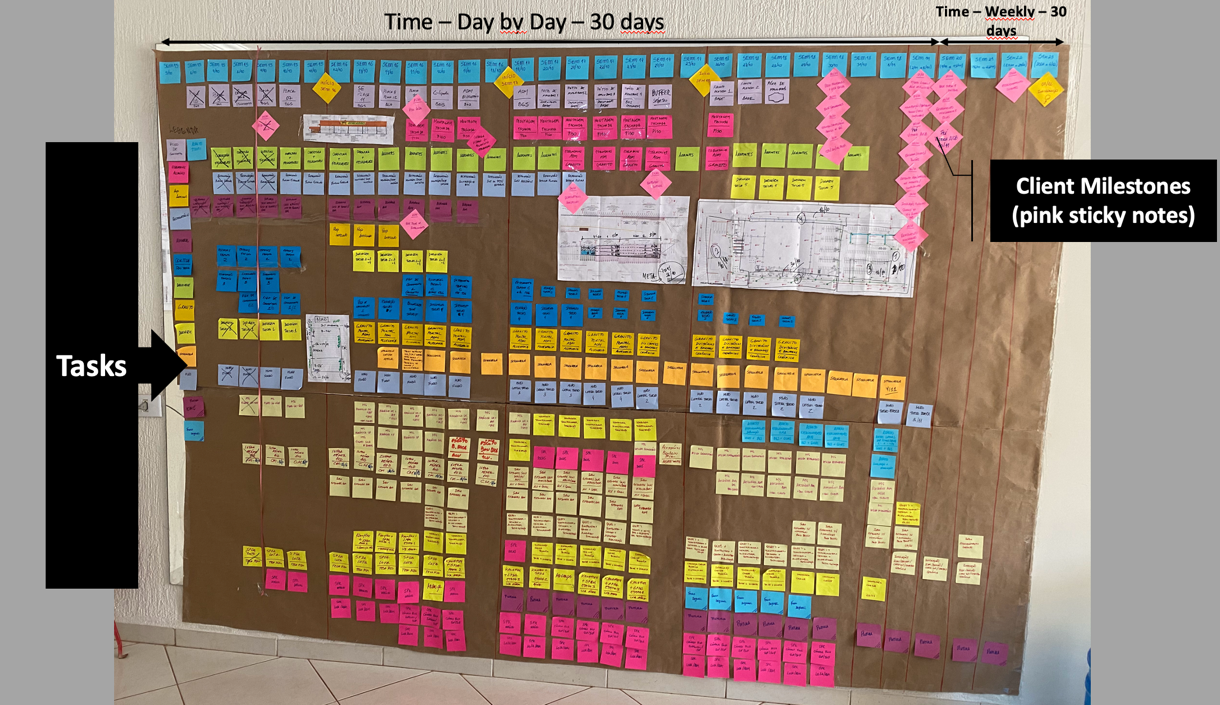
Figure 7 – Third Pull Planning
Results and Conclusions
The first objective was delivery within the time stipulated by the customer. First, the Project was contracted for a period of 6 months but during the development of the work, the client requested that the Project be delivered in 5 months.
The profit, which is also very important for the General Contractor, was exceeded by 18 percent. Not least, it is worth noting that the Project obtained zero work accidents.
As operational results of the Project we present the PPC and Tasks Made Ready (TMR) indicators for the Design and Percent Plan Complete (PPC) process and reasons for not complying with the plans for the production works at the construction site.
Figure 8, below, shows the PPC and TMR results of the case study design process. It appears that the PPC has high variability, with low results at the beginning of the work and stabilizing later. The average was 79%, which represents a good result when it comes to the implementation of the Last Planner® System in Design. The results of the TMR are very similar to that of the PPC. The beginning of the process, where the indicators were worse, possibly the team's learning process.
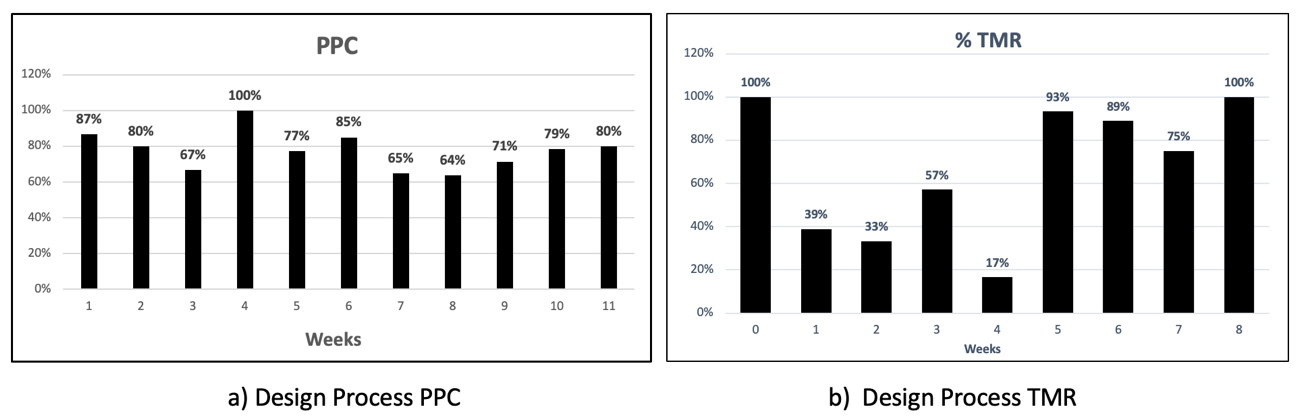
Figure 8 – PPC and TMR Indicator of the Design Process
Figure 9, below, shows the production PPC, as well as the reason for not complying with the plans. It appears that the average of the PPC proved to be adequate (72 percent), but with a lot of variability and very low results in the first weeks. Similar to what happened in the development of the drawings, there was a team learning process, bringing better results throughout the project. The reason for not getting a higher number was concentrated in planning problems, lack of manpower and time.
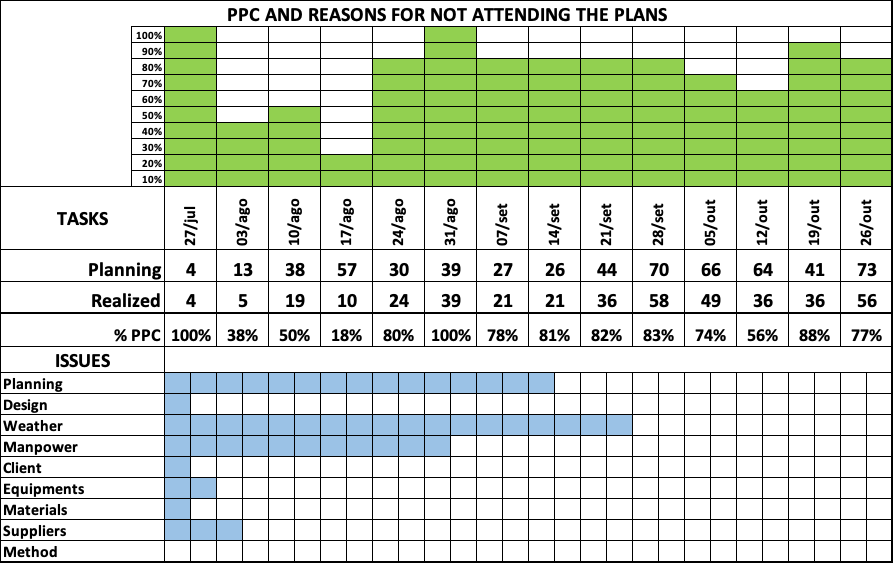
Figure 9 – PPC and Reasons for not attending the plans
As a first Lean Construction implementation, it can be said that the results were very satisfactory, given the challenges of this Project, due to its complexity, speed of execution and development of simultaneous designs to production.
References
Ballard, G. (2000). “The last planner®system of production control.” Thesis (Ph.D.), School of Civil Engineering, The University of Birmingham.
Ballard, G. & Tommelein, I. (2016). Current Process Benchmark for the Last Planner® System. Available at p2sl.berkeley.edu
Bertelsen, S. (2003). “Complexity – Construction in a new perspective.” Proc. 11st Ann. Conf. of the Int’l Group for Lean Construction, Virginia, USA.
Emiliani, M., & Emiliani, M. L. (2013). “Music as a framework to better understand lean leadership. Leadership & Organization Development Journal.
Hamzeh, F., Ballard, G. and Tommelein, I. (2009). “Is The Last Planner® System Applicable to Design?” Proc. 17th Ann. Conf. of the Int’l Group for Lean Construction, Taipei, Taiwan.
Howell, G., & Ballard, G. (1998). “Implementing Lean Construction: Understanding and Action.” Proc. 6thAnn. Conf. of the Int’l Group for Lean Construction, Guarujá, Brazil.
Lukka, K., (2003). The Constructive Research Approach. Case study Res. Logist. Publ. turku Sch. Econ. Bus. Adm.
March, S.T., Smith, G.F., (1995). Design and natural science research on information technology. Decis. Support Syst. https://doi.org/10.1016/0167-9236(94)00041-2
Obara, S. & Wilburn, D. (2012). Toyota by Toyota: Reflections from the Inside Leaders on the Techniques That Revolutionized the Industry, USA: CRC Press.
Picchi, F. A., & Granja, A.D. (2004). “Construction Sites: Using Lean Principles to Seek Broader Implementations.” Proc. 12thAnn. Conf. of the Int’l Group for Lean Construction, Helsingor, Denmark.
Rother, M. (2018). The Toyota Kata: Practice Guide, USA: McGraw-Hill.
Skaar, J. (2019). “The Power of Lean Principles”. Proc. 27thAnn. Conf. of the Int’l Group for Lean Construction, Dublin, Ireland.
Tillmann, P., Ballard, G. & Tommelein, I. 2014, “A Mentoring Approach to Implement Lean Construction. Proc. 22nd Annual Conference of the International Group for Lean Construction. Oslo, Norway, 2014.
Tsao, C. C. Y. Draper, J. and Howell G. (2014). “An Overview, analysis, and facilitation tips for simulations that support and simulate pull planning.” Proc. 22ndAnn. Conf. of the Int’l Group for Lean Construction, Oslo, Norway.
Tzortzopoulos, P. Martin Betts, M. and Cooper R. (2002). “Product development process implementation – Exploratory case studies in construction and manufacturing.” Proc. 10thAnn. Conf. of the Int’l Group for Lean Construction, Gramado, Brazil.
Warcup. R. & Reeve E. (2014). “Using the Villego® Simulation to Teach the Last Planner™System. Lean Construction Journal.