 Juan Felipe Pons
Juan Felipe Pons Alonso Vargas
Alonso Vargas
La metodología 5s nació en Toyota en los años sesenta en el ambiente industrial con el objetivo de lograr lugares de trabajo más organizados, limpios y con el objetivo de aumentar la productividad, así como mejorar el ambiente laboral. Esta metodología se ha difundido a nivel mundial, gracias a que grandes compañías la han implementado a lo largo y ancho del globo terráqueo. A pesar de su simpleza y el hecho de que no requiere de un entrenamiento muy complejo o de expertos con conocimiento sofisticado, es esencial implementarlo de manera rigurosa y disciplinada.
Tal vez la metodología 5s, no ha sido valorada lo suficiente como algunas otras herramientas de Lean Construction, sin embargo contribuye a la reducción y eliminación de los 8 desperdicios que indica dicha metodología (sobreproducción, inventario, sobre transporte, movimientos innecesarios, tiempos de espera, retrabajos, sobre procesamiento y desaprovechamiento del potencial); mejora el involucramiento de los participantes, fomenta el trabajo colaborativo, mejora el ambiente laboral, la salud y la seguridad, reduce costos, variabilidad e incertidumbre y es la base para implementar Lean Construction en cualquier compañía o proyecto.
A continuación se muestra una pequeña explicación de cada una de las 5s.
1. Seiri (Clasificar)
Seiri se trata de organizar y eliminar los artículos innecesarios. Seiri tiene mucho que ver con el principio de Toyota de “Justo a tiempo” – “Justo lo que necesitamos, en la cantidad en la que lo necesitamos, solo cuando lo necesitamos”. La campaña de etiquetas rojas, es una estrategia que permite identificar artículos innecesarios en el área de trabajo, evaluar su uso para poder utilizarlos apropiadamente. Se recomienda cuestionarse las siguientes tres preguntas para cualquier artículo en el área de trabajo:
- ¿Este artículo es realmente necesario?
- Si es necesario, ¿lo necesito en esta cantidad?
- Si es necesario, ¿lo necesito ahora?
- Mantenerlos en el área de etiquetas rojas por un periodo de tiempo y validar si esos artículos son realmente necesarios.
- En caso de que no sea así, rechazarlos.
- Cambiar su ubicación.
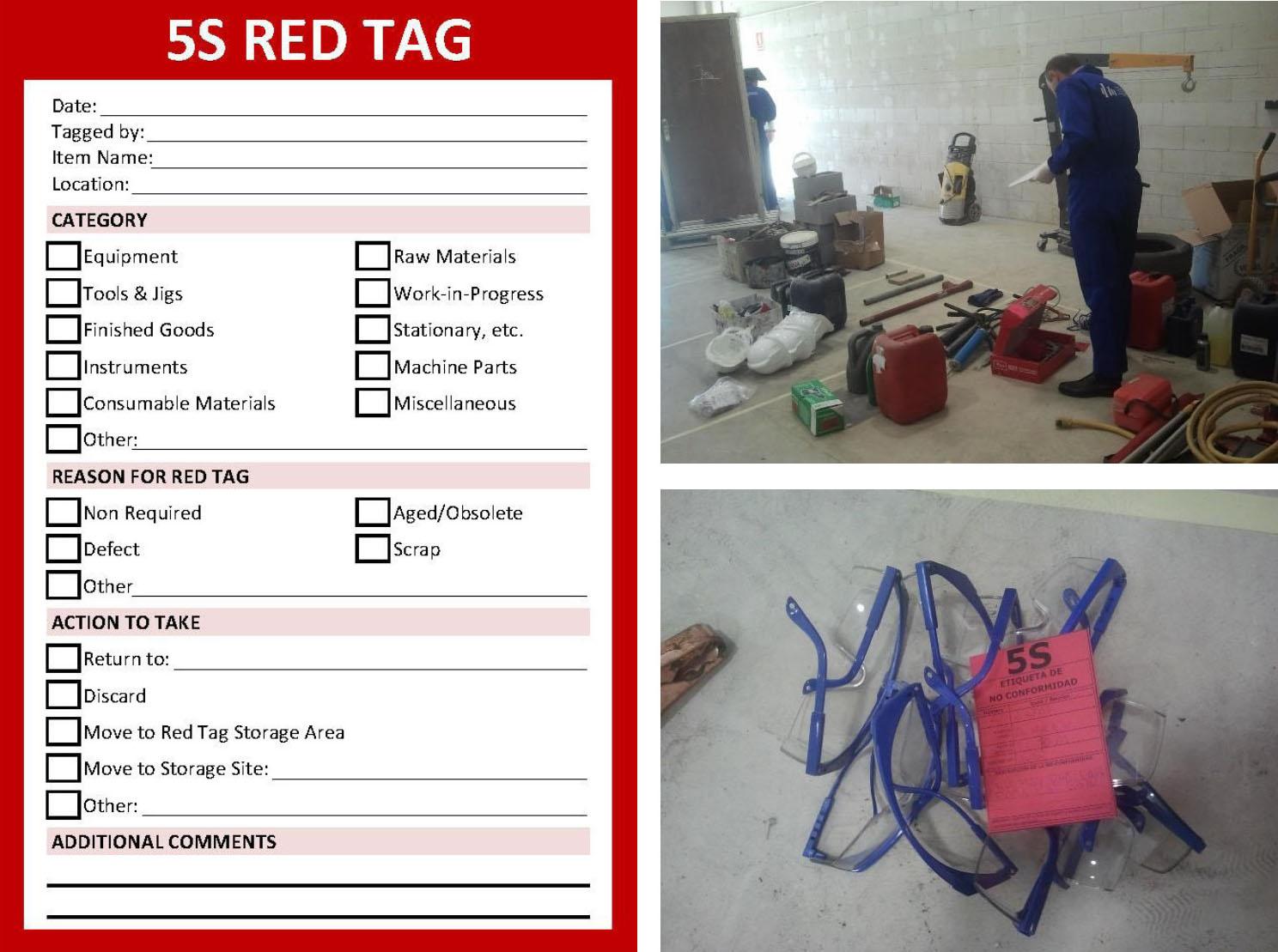
Figura 1. Etiquetas rojas de 5s.
2. Seiton (Organizar)
Seiton significa establecer el orden de los artículos necesarios, para que sean fáciles de encontrar y usar para cualquiera. El concepto de Seiton se puede resumir en una frase: un lugar para cada cosa y cada cosa en su lugar. Cuando se implementa Seiton, cuida estos tres pasos:
- Paso 1: Determina artículos necesarios.
- Paso 2: Determina lugares apropiados.
- Paso 3: Identifica la cantidad correcta de cada artículo.

Figura 2. Organizar
3. Seiso (Limpiar/Brillar)
Seiso significa mantener el área de trabajo limpia y en buenas condiciones para una buena salud y seguridad. Se puede implementar la tercera S en 5 pasos:
- Paso 1: Determinar qué se va a limpiar.
- Paso 2: Dividir el área de trabajo en “áreas de limpieza” y asignar personas que estén a cargo de cada una de ellas.
- Paso 3: Determinar qué método de limpieza se utilizará: qué, dónde, quién, cuándo y cómo.
- Paso 4: Organizar las herramientas de limpieza, almacenarlas en lugares que sean fáciles de accesar, usar y regresar.
- Paso 5: El último paso es incorporar una limpieza de inspección sistemática.

Figura 3. Seiso
4. Seiketsu (Estandarizar)
Seiketsu no se refiere a una actividad, sino más bien a un estado o condición. Seiketsu consiste en la elaboración de rigurosos procedimientos con el objetivo de mantener y lograr mantener las primeras tres S. De hecho, es un estado que existe únicamente cuando Seiri, Seiton y Seiso se mantienen. Cuando implementes Seiketsu, asegúrate de seguir estos tres pasos:
- Decide quién es la persona a cargo de mantener las condiciones necesarias en relación a las primeras tres S.
- Evita retrasos en relación a la integración del mantenimiento diario.
- Revisa el nivel de mantenimiento.
Seiketsu tiene también que ver con el concepto de las 5s Visuales: todo el mundo
debe de ser capaz de distinguir entre una condición normal y anormal de manera
inmediata.
Cuando el mismo problema ocurre de manera repetitiva, se necesita implementar el
siguiente nivel: prevención y análisis de la causa raíz:
- ¿Por qué se siguen acumulando artículos innecesarios? (Organización Preventiva)
- ¿Por qué ciertas herramientas y artículos no son repuestos a su lugar? (Orden Preventivo)
- ¿Por qué los suelos se ensucian una y otra vez? (Limpieza Preventiva)

Figura 4. Estandarizar
5. Shitsuke (Mantener)
Shitsuke (mantener y disciplinar) significa volver un hábito el hecho de mantener
correctamente los procedimientos. Puedes usar posters, slogans, boletines y visitar
otros departamentos o incluso compañías para obtener ideas.
Algunos tips para mantener 5s:
- Capacita a los empleados.
- Crea un equipo de implementación.
- Asigna tiempo y desarrolla un programa para la implementación.
- Asigna recursos para su implementación.
- Reconoce y busca el soporte de directores/gerentes para su implementación.
- Estimula la creatividad de los colaboradores, escucha sus ideas y asigna recursos para desarrollar esas ideas.
- Crea recompensas por el esfuerzo, tanto tangibles, como intangibles.

Figura 5. Shitsuke
5 cosas que debes saber para implementar exitosamente las 5s:
- Al principio de la implementación 5s en tu compañía u organización encuentra un equipo comprometido, responsable y de confianza. Selecciona un área que facilite y garantice el éxito de la implementación. Esto ayudará a trasladarlo como referencia para áreas más complicadas.
- Mide, revisa y actúa. Después mide, revisa y actúa otra y otra vez.
- Un taller de capacitación de dos días es una manera efectiva de empezar la implementación. Algunos gerentes y directores deberán participar en el taller, para que los operadores se percaten que la compañía realmente está comprometida.
- La regla de los 30 segundos es una manera efectiva de asegurarnos que estamos haciendo un buen trabajo: tenemos que ser capaces de encontrar cualquier artículo, herramienta, información, documento o persona en menos de 30 segundos.
- Fomenta la creatividad en las personas: la mayoría de los ejemplos en este post tienen un costo cero, mientas que los beneficios pueden ser muy grandes.
Referencias
1. Greif, M. (1989), The Visual Factory: building participation through shared information. Productivity Press, Portland, OR, USA.
2. Hirano, H. (1988), Just in Time Factory Revolution: A pictorial guide to factory design of the future. Productivity Press, Portland, OR, USA.
3. Hirano, H. (1995), 5 Pillars of the Visual Workplace: The sourcebook for 5S implementation. Productivity Press, New York, USA.
4. Hirano, H. (1996), 5S for Operators: 5 Pillars of the Visual Workplace. Taylor & Francis.
5. Suzaki, K. (1993), The New Shop Floor Management: empowering people for continuous improvement. The Free Press, New York, USA.




