Victor Ortiz
Victor Ortiz
This post is the second of the two-part blog post that addresses “Lean Operations Strategy”. Part 1 explains the background, context and definitions of “Lean as Operations Strategy, and should be reviewed prior to reading this concluding post.
Before LCI came up with the “The Six Tenets”, before Sutter Health had “The Five Big Ideas”, the original writers about Lean, Womack and Jones and Liker, developed the Five Lean Principles based on the Toyota Production System (TPS). The “Original Five Principles”, as I like to call them, should be embraced and understood as foundational to all the other conceptual models that have been devised since. In fact, it’s also really good to go back to W. Edwards Deming’s “14 Points” and his “System of Profound Knowledge”, which predate “Lean” and provide timeless value. But those are for another discussion. For now, let’s look at how the “Original Five Principles” can inform your Operations Strategy.
Here are the Original Five Principles, with respective explanations and challenges for creating your “Lean Operations Strategy:
1. Value is Defined by the Customer
This first principle can seem deceptively simple. Construction tends to view the “Customer” as simply the Owner, the entity or person purchasing services. Total Quality Management (TQM), a predecessor of Lean, taught us that there are multiple customers, both external and internal. The purchaser of a car is the external customer. But on the assembly line, each operational station in the manufacturing and assembly process is the customer of the step before, and of the system that supplies materials, information and maintenance to the operation. In construction, the customers of a dorm construction project include Facilities management, Maintenance, Students, Parents, etc. And each trade is both a customer and supplier to the trades that precede and follow them. “Value” for the University may include project completion in time for Fall student move in as well as facility durability, first costs, maintenance costs, and attractiveness to future students and alumnus donors. Understanding “value” is not so simple after all. Lean Operations Strategy demands that we define value at every level, from the whole project down to discreet operations.
Leadership Extra Points:
Here’s something else for current or aspiring leaders to think about: who are your customers when you are providing Leadership? Start by distinguishing “leadership” as distinct from “positional seniority”. Lots of the activities (operations) of people in senior positions are actually high-level management tactical operations. Many senior people provide surprisingly little leadership, while many people in the ranks provide leadership every day. The role of “Leadership” can be defined with four key watchwords: 1) Envision: creation of a collective commitment to a desired future state. 2) Enable: provision of resources (skills, materials, support, etc.) and removal of constraints to optimal performance, such as bureaucracy and complexity. 3) Empower: Allowing people meaningful discretion and authority – but only after you have enabled their success! 4) Ennoble: honor and reward work done well, be an example of the behaviors and values you want, expand the definition of value beyond profit. If you can’t define who the customers of your leadership efforts are and what represents value to them, you can’t measure the effectiveness of your leadership.
2. Value is created by a Value Stream (A linked system of operations)
Because we can only do one thing (operation) at a time, we tend not to see that each operation is only small piece of a larger system that extends back in time not only to whatever operation released the immediate set of tasks we are working on, but all the way to concept ideation, design, and procurement. The root cause of any particular failure to complete a task can extend back a day, a month or to project inception. The best way to understand a work stream is to map it out visually. Like a river with tributaries, value streams have a mainstream of work being completed that is fed by directives, information, materials, approvals, resources, etc. To define the stream, we need to understand the product the stream creates and work backward to make sure there are operations in place organized in a production system. From the beginning of a project, a Lean Operations Strategy leads us to design both the product and the production system to create strategic advantage.
3. Make the Value Stream Flow
In manufacturing, this idea is often referred to as “single piece flow”. It means that once a product is requested, whether that be “build me a Tesla” or “let’s complete the interior build out on floor 3”, the work stream that is initiated should proceed continuously, without starts and stops. Tesla mimics the Japanese system – no large lots full of inventory. You order the car with the features you want, they build it and deliver within days, without halts from order initiation to delivery. Ideally, there should be as little “non-value-adding” time as possible. An easy way to see if you have flow or not is to identify people waiting for work, or work waiting for people. Is there an area of physical space where nothing has happened for a period of time? Lean Operations Strategy requires planned orchestration of continuous operations. The symphony can’t stop mid-movement for the violins to retune. Flow requires strategic decisions about the sequence of work, the size of work batches and crews, how work areas and building systems are defined, etc. Imagine that you have a “mixing board” like a sound studio, through which you are balancing the flow of production.
4. Use “Pull” to Drive Flow
The Toyota ideal is that each product in the assembly line is there to fulfill a specific customer order. The goal is to minimize Work In Process (WIP) and excess inventory costs. The smoother the flow and the lower the WIP, the better your production system throughput and lower your cycle time. Pull in construction can be harder to define. Ultimately the project delivery target date represents a “pull” that the entire project is working to fulfill. A Project Execution Plan should be part of Concept Development and Validation. Execution planning should define the Lean Operations Strategy, not only by project Phases and Milestones, but through agreement on the Lean tools techniques that will be employed, the Lean skills and knowledge required of project stakeholders, the organization structure and management systems to be deployed, etc. Pull begs the question, “What is needed by when, in what quantity and with what quality?” If we can design the value stream, we can choose to pull activities forward, moving essential time and resource buffers later in the project, while we use the “Last Responsible Moment” to establish the absolute deadline for any work steam completion.
5. Continuous Pursuit of Perfection
The Lean Ideal would be that every product exactly meets the needs of, and delights the customer, instantly, without waste, at a cost that generates exceptional value. While the “Ideal” might seem impossible, it presents us with some aspirational concepts that we can use to assess our current practices. For example, what would the ideal invoice, accounting and payment system look like for the construction project of the future. If we were to see a process flow diagram of the system to process a subcontractor invoice from work delivered on site until receipt of payment by the contractor and their employees, we would likely see a “batch and queue” system. Daily work reports being gathered and batched for weekly reports, more batching for monthly billings, waiting for approval and payment requisitions, waiting for periodic monthly payments to be mailed, deposited, entered in the books and then paid. The people generating the actual value for their work are at the front and tail ends of the process and likely have the least cash resources to survive the wait. If they are paid weekly, then the contractor is stressed. The entire value-adding processing time for any given invoice is probably only some minutes to a few hours out of commonly 60+ days of cycle time. Most of the entire process is devoted to invoices and resources waiting and waiting and waiting for the next operation to happen. What if the concepts of continuous flow and smaller batch sizes were applied? What if the whole process could be largely automated within rigorous controls? The opportunities for improvement in our industry are endless.
Conclusions
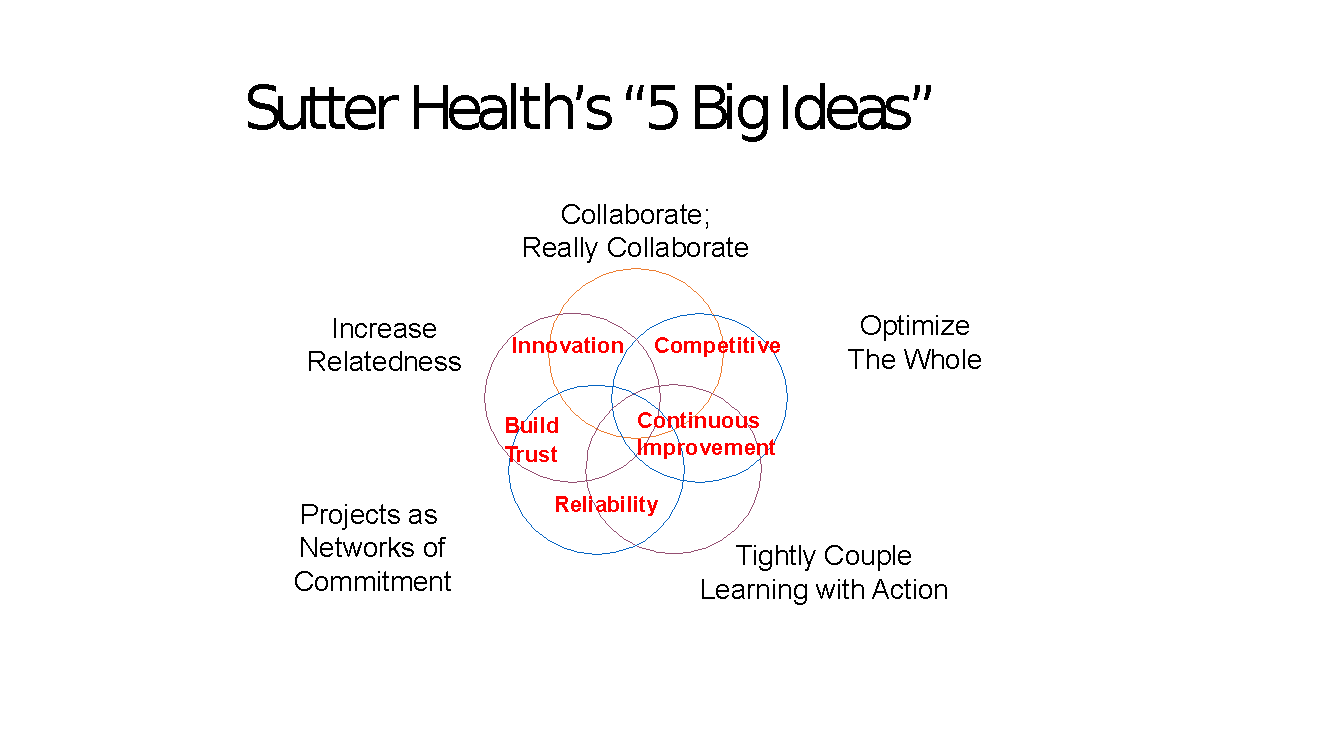
Sutter Health took the tools they were learning and the principles they developed to guide their capital projects and added an additional layer of strategic goals they wanted from these efforts. By looking at how their “5 Big Ideas” overlapped, they identified the types of strategic advantage they hoped to create. These strategic capabilities inform a Lean Operations Strategy.
If you want your company and the projects you work on to be as great as possible (and who doesn’t?), the way you run your operations should be based on the best available practices, applied to every operation in your organization. Lean principles challenge traditional thinking (or lack thereof) on every level, for every type of operation. Deployment of a Lean Operations Strategy might seem hard, but in reality, it's less hard than the risk, waste, frustration and stress of working in a badly designed production system that constrains your potential performance. Want something meaningful to do with all your leadership skills? Implement a Lean Operations Strategy!