 Victor R. Ortiz
Victor R. Ortiz
If there were a collegiate “Big Ten” pennant awarded for waste elimination, how would the competition be scored? We would need criteria to judge point-worthy accomplishments.
This second installment of a three-post series explains how Lean defines and addresses “waste”. This post examines the Japanese concepts of “Muda, Mura and Muri”, attributed originally to the brilliance of Taiichi Ohno and the Toyota Production System (TPS). Our first post focused on the concepts of “waste”, “value” and “the pursuit of perfection”. The third post will challenge the reader to identify types of waste in the field and discuss “Root Cause Analysis” – the identification of what must be changed to eliminate waste.
First, let’s recap some key points from Post #1: In order to identify waste in our operations, we need to not just look for waste, but to “see” what we are looking at differently, through a new set of “Lean lenses”. This new perspective is the result of application of the Five Lean Fundamentals which we hope you have memorized by now: We need to understand what creates value for every stakeholder, from the end user to the next person who will build on what we just produced. We need to examine the various streams of activity that produce value, make those streams flow using “pull” to drive production sequence. We continually seek perfection. In Post #1 we started with the last fundamental by envisioning what the “perfected” production system and product qualities should be, and then apply the first fundamental to distinguish between actions that add value from those that don’t – waste.
The remaining three fundamentals define an operations systems perspective. The perfection of work streams, production flow and the application of “pull” are the focus of the classic Japanese definitions of waste, called “Muda, Mura, Muri”. You don’t have use the Japanese terms, but it can be fun to channel your internal “Mr. Miyagi” powers . Here are the standard definitions, each with discussion of what you might see around the design and engineering office or the construction site.
“Muda” was originally a list of seven classic production system wastes (Ohno, 1988). “The Toyota Way” author, Jeffrey Liker, proposed the eighth waste, “unused human potential”. Here are the 8 types of Muda which can be remembered using the acronym “DOWNTIME”:
1. Defects – any product or activity done incorrectly, incompletely or out of compliance with the required definition of “value” as demanded by whomever is the product’s recipient. “Value” must be translated into specifications, i.e., criteria that can be measured. The process of defining value starts with Concept Development and Validation, where the overall definition of product and project success are set. Failure to engage a broad enough stakeholder representation leaves the door open for later disputes and confusion. Early involvement of Construction Phase stakeholders is constrained by Design-Bid-Build.
In Design, defects are driven by incorrect assumptions, miscalculations and misunderstanding of the multiple systems functional requirements and interactions.
In Construction, defects have multiple root causes: design busts, procurement and prefab errors, incorrect installation, etc.
In traditional non-Lean manufacturing, defects were detected by Quality Assurance (QA) at the end of the production line. Defects led to large stocks of faulty products that needed rework, caused delivery delays and added costs. To counter this wasteful approach, the Total Quality Management (TQA) movement argued that quality is everyone’s responsibility, not just the purview of an inspector or a department. Defect avoidance strategies include designing standard product components that facilitate correct installation – process called “mistake-proofing”, or “Poke Yoke” were implemented. Standard processes were developed that include built-in quality checks at each delivery step reduces procedural mistakes. In Construction, a best practice in “Last Planner System®” (LPS) deployment is to require the trade that is released by a completed task ( the task’s “customer) must accept the work as “done, done!” to be marked complete.
To prevent more defects, look for clashes in BIM models, unverified component specs, worksite trash materials, re-orders, and reasons for incomplete task commitments. Become the Sherlock Holmes of waste prevention.
2. Overproduction – sometimes called “the mother of all wastes” because it creates other types of waste. Overproduction can include any task where more work than needed is done, sooner than needed or out of optimal sequence, uses resources that should be applied elsewhere or are not needed.
In Design, overproduction often takes the form creating more detail and more design artifacts than needed for the design decisions the work supports. Early attachment to a particular design solution can distract from focus on the design “problem” we are trying to solve. Focus on a single preferred solution can lead to underproduction on alternate design solutions that should also be explored.
In Construction overproduction is often driven by several factors. Contractor work bids are based on estimated crew sizes to meet expected production volumes. Crew members cost money, so resource utilization becomes a priority, especially when combined with pressure to beat the schedule or make up time. Financial systems such as Earned Value Analysis (EVA) create perverse incentives to increase trade activities to accelerate progress
payments while disrupting optimal work stream flow. We value being busy, or at least looking as though we are busy, over doing only what is right at the right time.
In Design, make sure you know what decision each design action is supporting and only do what is needed to support the decision. This will accelerate the design process. In Construction, use Line of Balance, TAKT planning, pull planning and other methods to balance resource deployment against production targets. Track all production activity completed but not committed on your daily/weekly work plan to identify production imbalances.
3. Waiting – One of the easiest forms of waste to identify, and a driver of Overproduction waste, we want to avoid either work waiting for people (resources), or people waiting for work. Again, the pressure to use every resource fully, regardless of whether the work being done is the right work at the right time, drives overproduction and masks the fact that we have done poor planning at some level. Supervisors are admonished to take “corrective action” anytime they see people or equipment idle.
In Design, we wait either on missing information, or on needed design products, such as drawings, models and calculations. The creative nature of design generates sets of alternative solutions to be explored and selected for each type of design problem. Each solution has its own information and development requirements. The longer the distance – in either time or physical separation, between requester and provider of information and products, the more waiting waste. Co-location of cross-functional design teams is a solution.
In Construction, people waiting for work or work waiting for people is a sign of inadequate planning and coordination, resulting in disruption of flow and out-of-sequence work streams. Pretty much all waiting waste onsite is caused by upstream mistakes in design, procurement, and in predecessor task completion.
In both Design and Construction phases, look for incomplete tasks on daily/weekly work plans, RFIs, change orders, material and equipment requests, and idle equipment or people for signs of workflow interrupted by waiting.
4. Non-Used Talent – This is the “8th Waste” suggested by Liker, added to Ohno’s original seven. The LCI “Lean Tenets” propose that the central value in Lean Construction must be “Respect for People”, which can be expressed or undermined in myriad ways. The AEC industry is highly complex with a huge universe of stakeholders, each with their own ideas, valuable experience, personal needs and preferences, and unique gifts.
In the last 40 years, much has been learned about “Socio-Technical Work Design”, or “Socio-Tech” for short. According to Socio-Tech, we need to think of our enterprises, including construction projects, as work systems that can be designed and redesigned. Enterprise work systems contain both Social and Technical subsystems that must work harmoniously. Most of Lean theory focuses on the Technical design and management of operations. There is currently an increasing call for more information on best practices for the Social subsystem. “Respect for People” is an attitude. It takes interpersonal skills, leadership strategies, and an organizational culture to turn an attitude into an asset, a competitive advantage, and a source of value creation, not loss. These are not “soft” skills. We need training in both Technical and Social sub-system best practices. Collaborative Leadership is very different from top-down, autocratic leadership. Look for ways to meaningfully engage stakeholders at every level and you will reap big rewards. I’ll write more about this in future posts.
5. Transport – Everything that gets designed, decided, purchased, installed, reported or used on a capital project involves some sort of a product. Every product gets moved, at least once, most products multiple times. Every movement is an activity and every activity uses resources. Walk your job site or design/engineering office. What is being moved, by whom, and how? What equipment is involved? How many times are equipment, materials and people transported from one place to another? How many steps does it take to get information/direction/decisions approved and communicated? (Yes, information is also a transported product!)
What we are likely to find is that each craft/subcontractor is working to optimize their own work processes to assure that they can deliver on their contract requirements, regardless of the effects on the overall project. Look for opportunities to deliver only what is needed for immediate upcoming work, exactly where it is needed, to reduce transport waste.
6. Inventories/WIP – Another easily identifiable sign of waste is the presence of inventories – usually materials and equipment, but also people and schedule “slack”. Inventories represent “buffers” in the production system. In a perfectly reliable system, no buffers would be needed. Such a system would always be perfectly reliable, and perfect reliability is far from the case in even the most Lean and well-managed capital projects. Some percent of unreliability is out of our control – “Acts of God”, etc. Most of it is within our control through the development of more reliable planning and work delivery operations, and through the judicious and collaboratively planned use of buffers. The better we understand the challenge of improved reliability/reduced variability, and properly managed buffers, the more we appreciate the importance and potential benefit of Lean Fundamental #5 – (all together now) The Continuous Pursuit of Perfection!
Inventories also indicate “WIP” (Work in Progress) – also a form of inventory.
In Design, look for the number of “drawings” (things being designed, modeled, prototyped, reviewed, etc.) at any one time. Often the designer or engineer’s desk, real or virtual, is covered with work in progress. A line is added to this drawing, a markup to that, a comment on another. Busy, busy, busy. We hear the same responses to every question about progress, “I’m working on it – I need more time to get my work done!” Much of this is caused by unclear expectations about how much detail is needed for each element to be to release the next bit of work. Our focus on getting a whole set of drawings to some arbitrary “completion” level, such as “Schematics”, takes our attention away from the heart of the design process: the progression of design decisions.
In Construction the most visible inventories are materials and equipment. The two most frequent justifications for large inventories on site are the fear that we won’t have what we need when we need it – i.e., unreliability – and supply chain costs that drive us to buy and ship in large batches. We try to drive down costs of batches to site and drive up less visible costs of transportation on site. We tie up cash in inventories that are subject to loss and damage.
Remember, there are only 3 types of buffers: Capacity, Inventory and Time. Each of these is precious, and yet we rarely develop a collaborative strategy to manage them to everyone’s benefit. A best practice is move buffers to the end of the project when they will be most needed. Rigorous transparency and collaboration are needed to tightly couple planed tasks.
Look for signs of WIP and piles of inventory bigger than what is needed immediately and distant from where it is needed. Work to increase reliability, reduce batch sizes and transportation and integrate your supply chain into your production planning.
7. Motion – This waste is easy to confuse with Transportation waste – the movement of stuff. Motion waste has to do with the lack of simplicity and efficiency in any particular task or series of tasks. In the factory, the focus is usually on each workstation in an assembly process. Are tools and materials within reach? Is the installation process designed to avoid awkward and potentially hurtful physical activity to complete?
In Design, we see people in distant locations (as opposed to being co-located) having to travel to meetings, having to get up to review or work on a model or visual presentation. Even in the digital world, how many clicks does it take to access or complete a task? In too many cases, we have not thought through and designed the workplace to facilitate flow.
In Construction, unnecessary movement is quite easy to see. Workers are climbing down scaffolds to fetch tools or materials, walking to a centralized drawing/documentation site to get information, and moving equipment and materials from area to area as work progresses. Large batches of materials and supplies in inventory get reorganized, disorganized and lost, etc. Tools are not within easy reach or clearly organized. Scaffolds and lifts must be moved and then returned due to access or workflow issues.
The “5S” process of workplace, works station design – cleaning, organizing, customizing operations for efficiency, is a great response to motion waste and offers a wonderful opportunity to engage the creativity of workers at every level.
8. Excess Processing – Bart Huthwaite, a master of Lean Product Design, identified a long list of process steps that likely indicated processing waste. He called them “The Evil -ings” – with the “-ing” indicating that these were activities: adjust-ing, polish-ing, inspect-ing, correct-ing, rework-ing, finish-ing, reinstall-ing, etc. He recommended that design teams look for opportunities to design out features and characteristics generate complexity, tight tolerances, extra features and variations, new/unfamiliar materials and processes – anything that led to more work and potential quality issues. There are no quality issues in parts or features that don’t exist.
The Design Phase offers the highest leverage opportunity to avoid processing waste. While designers may lament that such an approach will stifle creativity, Huthwaite would argue in favor of converting creative energy not only to eliminating the “Evil -ings”, but to designing for strategic “-ilities”. I prefer the term “-abilities” The “-abilities” are desirable functional characteristics/attributes of a great design: construct-ability, reli-ability, procure-ability, service-abilty, flex-ibility, update-ability, etc. In the Concept Validation Phase or as early as possible, a truly cross-functional team of stakeholders should set targets for what to design-in and what to design-out.
In Construction, extra processing becomes more visible and there are two great places to find it: the tool box, and the Last Planner® workplan. Look for special tools, gauges, supplies that indicate complex and custom work in the field or fab shop. In the daily or weekly workplan, look for quality-related reasons for plan commitment failure, or longer than average processing times. Of course, in the field look for all manner of workarounds and signs of re-work, corrections adjustment, etc.
There you have it. An overview of “Muda”. That leaves wastes #9 Mura, and #10 Muri:
9. Mura: Unevenness – Mura gets at the heart of the second and third of the Lean Fundamentals: value is created by stream of work and the work stream needs to be designed and managed to create a smooth flow. The 8 forms of Muda, respectively or in combination, contribute to unevenness in flow. The key to a smooth flow is a system that allows for agile course correction and the constant rebalancing in response to conditions.
In both Design and Construction, look for people waiting for work, and work waiting for people. Waiting waste is the simplest indicator of Mura. Excess inventory, work areas without activity or with too much activity indicate unevenness. Workarounds, such as use of threaded bar where a missing valve or instrument should be in a pipeline are evidence of unevenness, overprocessing and errors in the planning and procurement processes. Unevenness in workflow leads to over or under-sizing work crews. Excess crew utilization drives out of sequence work that creates more unevenness and Muda.
Significantly, unevenness points to failures in the planning and production control systems! And a closely related cause of Mura is…
10. Muri: Overburdening – Muri is driven by mismanagement of Capacity buffers. There is an outdated management fallacy that production can increased by establishing “stretch” goals. Stretch goals intentionally set a target of “110%” of production capacity, an irrational assumption often based on a fear that either crews are not working as hard as they should or that the schedule contains hidden capacity and time buffers. In either case, the use “stretch goals” indicates a lack transparent communication and trust
Overburdening of equipment tends to show up in breakdowns, waiting, requests for new or replacement equipment, etc. Overburdening of people shows up in overtime, missed deadlines, burnout and frustration or poor morale. In Design, look for bottlenecks and missed commitments, excess work in progress (a few lines drawn on 20 different design elements and nothing completed), defensiveness and blame. It’s much the same in construction, but look for equipment or other resources that are in more demand than available. Lift equipment and cranes are examples of typically overburdened equipment because of high costs which have not been analyzed fully in the context of the cost of constraints they may create.
Finally, I offer one clarification on a frequently misunderstood element of the Last Planner® System. Practitioners may mix up the concepts of capacity utilization targets and daily/weekly Percent Plan Complete (PPC) targets. We often hear that 85% PPC is an acceptable performance target. This is wrong. 100% PPC should always be the target. In our highly variable environment, the way to improve reliability is to commit only 85-90% of your capacity to the work plan and have an inventory buffer of “workable backlog”, also called “make-ready work”, that can absorb excess capacity, should you have any. It is far better to reliably make and meet all commitments and have time and capacity to clean and organize the workplace (“5S” deployment) and do make-ready, value adding work, than to have to reschedule an entire workstream because of missed commitments.
One Picture is worth all 10 Wastes
The last installment in this series will address how to see, analyze and problem-solve waste in the field that in turn indicate waste in upstream processes. As a teaser, here is an example of something I saw and photographed while working on the construction of a gas turbine/steam co-generation powerplant. Look at the picture – using some details I have highlighted and see how many of the 10 types of waste are in evidence. I’ll give you my take on how all 10 apply.
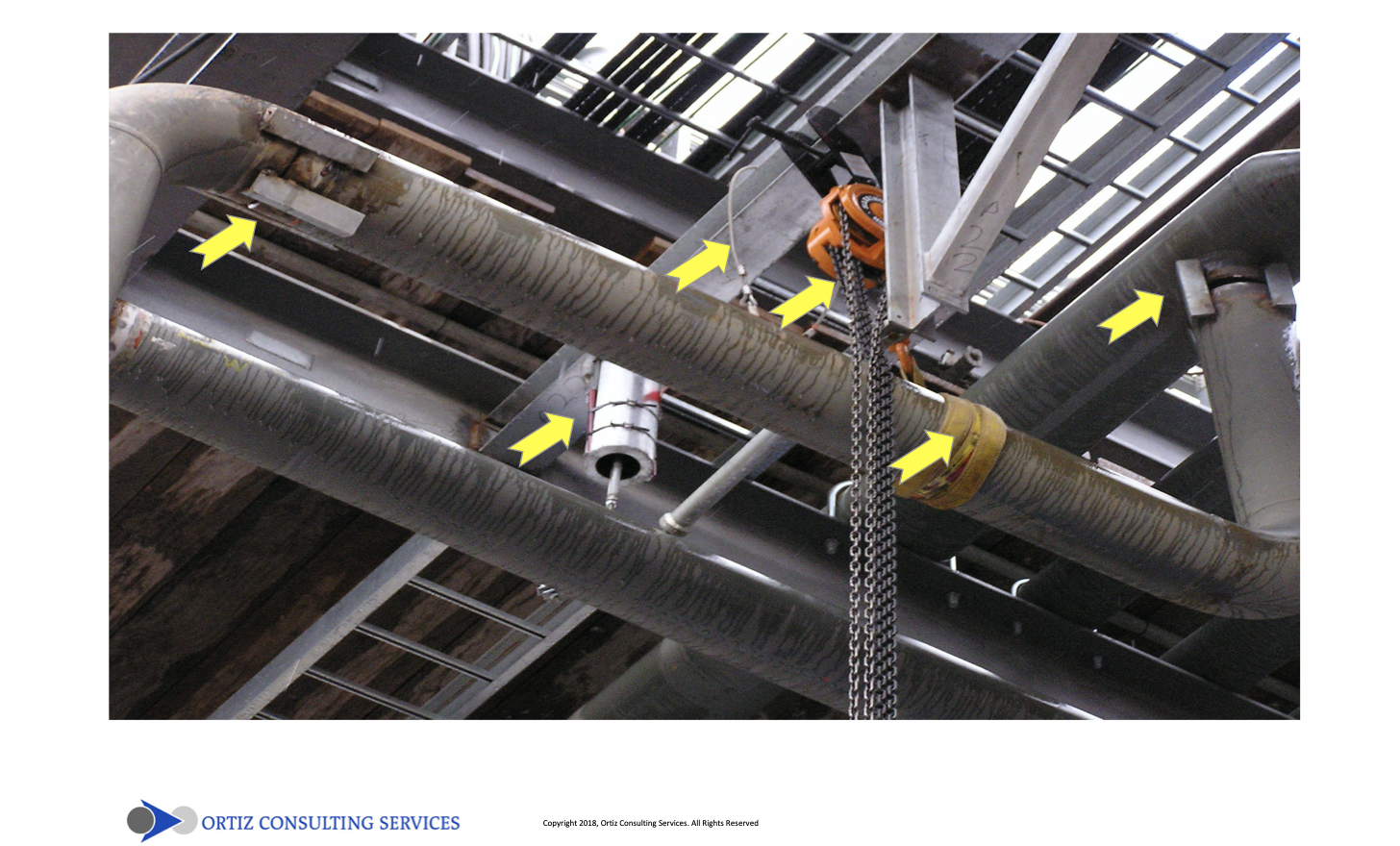
What types of waste can you identify? Note you have to use your analytic skills to see waste in progress that is suggested by a static situation. Here is my take on this situation.
Context.
This project constructed a dual gas turbine, steam co-generation plant to replace an aging nuclear facility. The project used a traditional Design, Bid, Build contract under a Construction Management Firm. Progress payments were made to the participants based on Earned Value Analysis (EVA) which calculated the percent of various work scopes “completed”.
I was part of a team called in to help implement a version of the Last Planner® System, mid-construction. In a daily work plan status meeting/huddle, a reason given for non-completion of a pipe spool installation task was that no chain pullies were available, and a requisition and change order had been submitted to purchase more. This raised management’s ire because they were sure they had a sufficient inventory of pulleys on hand. So, where were the pullies? We went to “gemba” (the worksite) to look for them.
The pullies/come-alongs were all in use on site – as temporary pipe supports. In this particular case, a high-pressure steam pipe that fed the steam-generated turbine, was targeted to be “X” % complete by a date already past. These pipes expand and contract and move and therefore need engineered hydraulic piston damping pipe supports. One such support, the shiny cylinder in the center of the picture had been delivered and installed, but the one needed for the spool in the forefront had not. If the spool was not substantially in place, EVA would limit the % complete estimate and effect contractor payment. While the scaffold was in place, the crew took it upon themselves to put as many spools as possible in place (sort of) to claim a higher EVA value.
So, briefly, how are each of the 10 wastes indicated in this situation?
- Defects/Errors – Clearly, the spool is not “X %” complete. It’s just incomplete. The work that completion of the spool would release, including system testing and any adjacent work, cannot be begun until the faulty work is corrected. The chain pully is being misused. The engineered pipe support is missing, perhaps mis-ordered, not ordered, returned because of a defect. We don’t know.
- Over Production – look at all the unnecessary tac-welded supports that have been added as well as a cable safety support, all extra production work that will have to be undone.
- Waiting – no one is working on this. Obviously this is work waiting on people and materials, and every downstream activity that will be released by completion of this system is potentially also waiting.
- Non-Used Talent – Here we see both overused talent, a very creative way of trying to claim payment against EVA, and underused collaborative problem-solving talent because the culture of the project discouraged honest communication about real problems.
- Transport – This heavy spool had to be located and brought from the lay-down yard and hoisted into place before the work to complete the installation was made ready. The engineered pipe support was not delivered, or worse, had been returned.
- Inventories/WIP – this is a classic example of Work in Process (WIP) waste. In fact, the whole project was full of workarounds like this – treaded bar spacers where valves or instruments were missing, etc. While the team patted itself on the back for creativity and for capacity (crew) utilization under adverse conditions, clearly the success of the crew is constrained by the lack of coordination with Engineering, Procurement and Planning.
- Motion/Movement - This project had a huge laydown area where hundreds of pipe spools were delivered as early as possible. This inventory buffer provided materials for partial, piecemeal pipe installation despite missing valves and other materials but as work ramped up, those spools had to be moved repeatedly because the laydown area was needed for parking as site work increased. Material movement, done without a clear plan linked to the planned installation flow led to more movement as now randomly stored spools had to be located among large piles. The scaffold had been removed and had to be replaced later.
- Excess Processing – how much damage and repair will potentially be caused by tac-welding and later removing all the steel bar at the end joints?
- Muri/Unevenness – A perfect example of a start-stop-restart workflow.
- Overburdening – All the extra motion, inventory, transport, error correction and reprocessing, is taking resources that were not anticipated in the original bids and budget. Capacity is being overburdened – by all the other sorts of waste. Whew!
As I said in the first post in this series, when we learn to recognize waste in the current system we can find almost unlimited opportunities for improvement – something that adds both meaning and excitement to any job! That excitement provides the energy we need to overcome the inertia of habit. The key to adding value and reducing waste is to examine the choices we make, both big and small, and to make better-informed choices.
In Post #3, we will discuss how to identify waste using more real-life examples. We’ll show how to document what we see with a “Waste Walk Template”, and then discuss problem solving, root cause analysis, and some best practice solutions that will help you eliminate waste while generating greater value.




